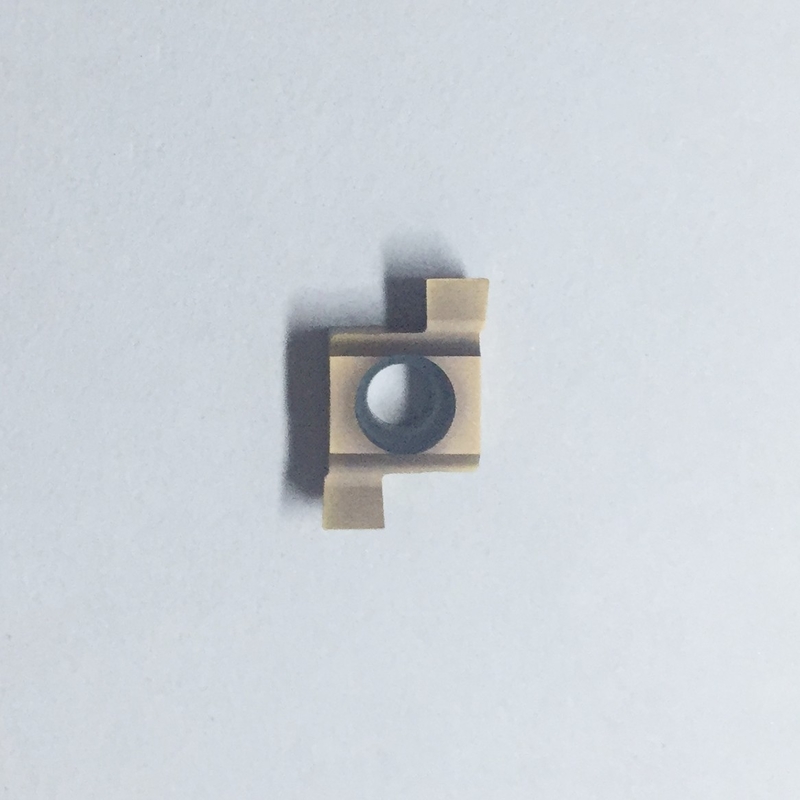
Tarcza do rowkowania z węglików spiekanych CNC do małych otworów o średnicy wewnętrznej 8GR250 do odcinania
Zalety funkcjonalne:
Preferowana wydajna opcja do uniwersalnego rowkowania.
Szeroko stosowane podłoże i powłoka, odpowiednie do dłutowania różnych materiałów.Szczególnie nadaje się do dłutowania części stalowych.
Idealna krawędź zapewnia stabilność jakości wtyczki.
Używanie tej samej wkładki ma dłuższą żywotność niż wkładki koreańskiej marki.
Lekkie cięcie, płynne odprowadzanie wiórów, osiągnięcie idealnej jakości powierzchni.
| Model |
L1(mm) |
L2(mm) |
| 6GR |
6.44 |
4.76 |
| 7GR |
7.36 |
5.56 |
| 8GR |
10.16 |
6.35 |
| 9GR |
12.95 |
6.35 |
Informacje o firmie:
Jesteśmy firmą handlową z 2 fabrykami w Syczuanie. Chiny.
Producent z 8-letnim doświadczeniem w produkcji narzędzi skrawających z węglików spiekanych,
w tym toczenie z węglików spiekanych, frezowanie, gwintowanie, wkładka do rowkowania, frez z węglików spiekanych, wiertła itp.
Pełna specyfikacja płytki frezarskiej z węglików spiekanych.
Obecnie mamy ponad 2000 różnych produktów, głównie marek z całego świata.
Sandvik, iscar, mitsubishi, kyocera, korloy, sumitomo itp.
Możemy dostarczyć bezpłatne próbki dla większości produktów (z wyjątkiem kilku specjalnych, możemy szczegółowo się z tobą komunikować). Możesz dodać mnie whatsapp i wechat, aby komunikować się więcej.
Specyfikacja :
Wycinanie rowków i separacja to wyjątkowe zastosowania tokarskie dla wielu zastosowań obróbki skrawaniem, które wymagają specjalnych narzędzi.Narzędzia te można uznać w pewnym stopniu za rozwinięcie zwykłego toczenia.
Operacje dłutowania i oddzielania powinny uwzględniać trzy różne aspekty, aby określić najlepszą metodę i rozwiązanie formy:
Cechy przedmiotu obrabianego do przecinania i toczenia rowków:
Analiza rozmiaru rowka i wymagań jakościowych do obróbki: rodzaj obróbki, głębokość rowka, szerokość rowka, promień zewnętrzny i wymagania jakościowe.
Materiał przedmiotu obrabianego, kształt i ilość.
Czy materiał ma dobrą wydajność łamania wiórów
Partia produkcyjna: dłutowanie pojedyncze lub partiami
Czy przedmiot obrabiany może być bezpiecznie zamocowany
Usuwanie wiórów
Parametry maszyny.
Stabilność, moc i moment obrotowy, szczególnie w przypadku dużych elementów
Płyn do cięcia i chłodziwo
Niezależnie od tego, czy materiał z długimi wiórami wymaga podawania chłodziwa pod wysokim ciśnieniem w celu łamania wiórów
Ograniczenie prędkości
Wykorzystaj wszelkie możliwe wsparcie
Terminowa wymiana zużytych ostrzy sprawi, że koszt nowych ostrzy będzie bardziej ekonomiczny niż nadmiernie zużytych ostrzy.
Wymienić zużyte lub uszkodzone pręty.
Nie próbuj naprawiać wieżyczki.
często zadawane pytanie:
1. Zużycie przedniego ostrza (jest to powszechna forma skuteczności)
Wpływ: rozmiar przedmiotu obrabianego stopniowo się zmienia lub wykończenie powierzchni zmniejsza się.Powód: prędkość liniowa jest zbyt wysoka, co oznacza koniec żywotności narzędzia
Środki zaradcze: Dostosuj parametry przetwarzania, takie jak zmniejszenie prędkości liniowej i użycie ostrzy o większej odporności na zużycie
2. Problem ze złamanym nożem (słaba forma praktyczna)
Uderzenie: Nagła zmiana rozmiaru przedmiotu obrabianego lub wykończenia powierzchni, powodująca iskrzenie i zmatowienie powierzchni
Żądło.
Przyczyna: Niewłaściwe ustawienie parametrów, niewłaściwy dobór materiału ostrza, sztywność przedmiotu obrabianego
OK, mocowanie ostrza jest niestabilne.
Środek: Sprawdź, czy ustawienia parametrów obróbki są rozsądne i wybierz odpowiednie materiały na podstawie przedmiotu obrabianego
Narzędzie do
3. Ciężkie złamanie (postać bardzo nieskuteczna)
Wpływ: Nagłe i nieoczekiwane zdarzenie powodujące złomowanie materiałów uchwytu narzędzia lub wadliwych przedmiotów obrabianych
Złom.
Przyczyna: Błąd ustawienia parametrów przetwarzania, obrabiany element narzędzia wibracyjnego lub ostrze nie jest zainstalowane na miejscu.Środek zaradczy: Ustaw rozsądne parametry obróbki, zmniejsz posuw i dobór wiórów do
Odpowiednie ostrza do obróbki.Wzmocnij sztywność przedmiotu obrabianego i ostrza.
4. Guz złuszczający
Wpływ: niespójny rozmiar wystającego przedmiotu obrabianego, słabe wykończenie powierzchni i przyleganie aksamitu do powierzchni przedmiotu obrabianego
Frytki lub zadziory.
Przyczyna: Prędkość skrawania jest zbyt niska, a posuw zbyt niski.Ostrze/ostrze nie jest wystarczająco ostre.Środki zaradcze: Zwiększ prędkość cięcia i użyj ostrza o wyższej ostrości dla prędkości posuwu.


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!