
|
Datos del producto:
|
| Objeto: | el trabajar a máquina general del acero inoxidable del steeland | Type: | Small hole inner diameter grooving blade |
|---|---|---|---|
| Sample: | Available | Processing type: | grooving |
| Coating: | PVD CVD | Usage: | parting and grooving |
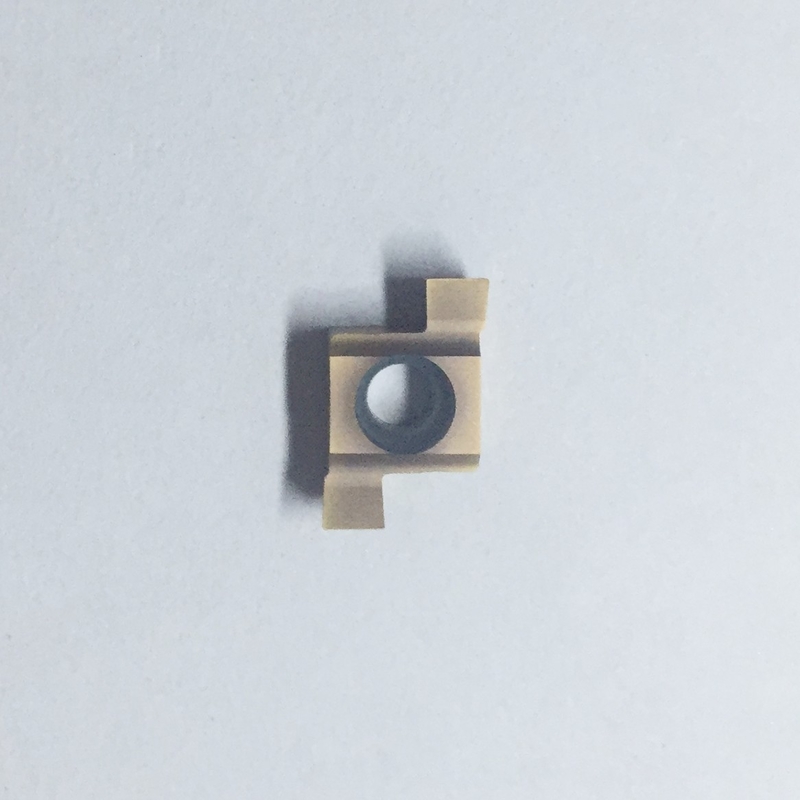
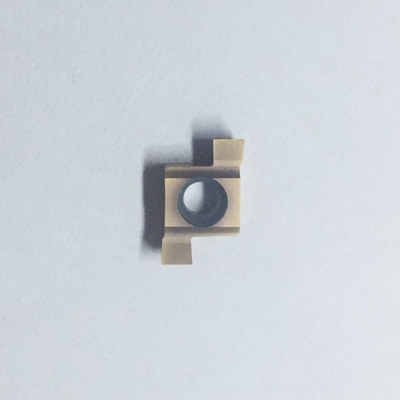
| Alta luz: | Insertos de ranurado frontal de radio completo,insertos de ranurado frontal 8GR250 |
||
Hoja de ranurado de diámetro interior de orificio pequeño de carburo CNC 8GR250 para cortar
Ventajas funcionales:
La opción eficiente preferida para el ranurado universal.
Sustrato y revestimiento ampliamente utilizados, adecuados para ranurar diversos materiales.Especialmente indicado para el ranurado de piezas de acero.
El borde perfecto garantiza la estabilidad de calidad del complemento.
Usar el mismo inserto tiene una vida útil más larga que los insertos de la marca coreana.
Corte ligero, eliminación suave de virutas, logrando una calidad de superficie ideal.
| modelo | L1(mm) | L2(mm) |
| 6GR | 6.44 | 4.76 |
| 7GR | 7.36 | 5.56 |
| 8GR | 10.16 | 6.35 |
| 9GR | 12.95 | 6.35 |
Información de la empresa:
Somos una empresa comercial con 2 fábricas en Sichuan. China.
Un fabricante con 8 años de experiencia en la producción de herramientas de corte de carburo,
incluyendo torneado de carburo, fresado, roscado, inserto de ranurado, fresa de extremo de carburo, brocas, etc.
Especificación completa del inserto de fresado de carburo.
Actualmente tenemos más de 2000 productos diferentes principalmente de marcas de todo el mundo.
sandvik, iscar, mitsubishi, kyocera, korloy, sumitomo, etc.
Podemos proporcionar muestras gratuitas para la mayoría de los productos (a excepción de algunos especiales, podemos comunicarnos con usted en detalle). Puede agregarme whatsapp y wechat para comunicarnos más.
Información técnica :
El ranurado y la separación son aplicaciones de torneado únicas para muchas aplicaciones de mecanizado que requieren herramientas especiales.Estas herramientas pueden considerarse como la extensión del torneado ordinario hasta cierto punto.
Las operaciones de ranurado y separación deben considerar tres aspectos diferentes para determinar el mejor método y solución de molde:
Características de la pieza de trabajo de tronzado y ranurado:
Análisis del tamaño de ranura y requisitos de calidad a procesar: tipo de procesamiento, profundidad de ranura, ancho de ranura, radio exterior y requisitos de calidad.
Material, forma y cantidad de la pieza.
Si el material tiene un buen rendimiento de rotura de viruta
Lote de producción: ranurado individual o por lotes
Si la pieza de trabajo se puede sujetar con seguridad
Eliminación de virutas
Parámetros de la máquina.
Estabilidad, potencia y par, especialmente para componentes grandes
Líquido de corte y refrigerante
Si el material de virutas largas necesita refrigerante a alta presión para romper las virutas
Límite de velocidad
Utilice todo el apoyo posible
El reemplazo oportuno de las hojas desgastadas hará que el costo de las hojas nuevas sea más económico que el de las hojas excesivamente desgastadas.
Reemplace las varillas desgastadas o dañadas.
No intentes reparar la torreta.
preguntas frecuentes:
1. Desgaste de la cuchilla delantera (esta es una forma común de efectividad)
Impacto: El tamaño de la pieza de trabajo cambia gradualmente o el acabado de la superficie disminuye.Motivo: la velocidad lineal es demasiado alta, alcanzando la vida útil de la herramienta
Medidas: ajuste los parámetros de procesamiento, como la reducción de la velocidad lineal y el uso de cuchillas con mayor resistencia al desgaste
2. Problema de cuchillo roto (forma práctica pobre)
Impacto: cambio repentino en el tamaño de la pieza de trabajo o el acabado de la superficie, lo que genera chispas y formación de pelusa en la superficie
Picadura.
Motivo: configuración de parámetros incorrecta, selección incorrecta del material de la cuchilla, rigidez de la pieza de trabajo
Bien, la sujeción de la cuchilla es inestable.
Medida: compruebe si la configuración de los parámetros de procesamiento es razonable y seleccione los materiales correspondientes en función de la pieza de trabajo
Herramienta para
3. Fractura severa (forma muy ineficaz)
Impacto: Suceso repentino e inesperado, que resulta en el desecho de materiales del mango de la herramienta o piezas de trabajo defectuosas
Chatarra.
Motivo: Error de configuración de parámetros de procesamiento, pieza de trabajo de la herramienta de vibración o hoja no instalada en su lugar.Medida: Establezca parámetros de procesamiento razonables, reduzca la velocidad de alimentación y la selección de virutas para
Cuchillas de mecanizado adecuadas.Reforzar la rigidez de la pieza de trabajo y la hoja.
4. Tumor descamado
Impacto: tamaño inconsistente de la pieza de trabajo que sobresale, acabado superficial deficiente y adherencia del terciopelo en la superficie de la pieza de trabajo
Astillas o rebabas.
Motivo: La velocidad de corte es demasiado baja y la velocidad de avance es demasiado baja.La cuchilla/cuchilla no está lo suficientemente afilada.Medidas: Aumente la velocidad de corte y utilice una cuchilla con mayor filo para la velocidad de avance.
![]()
Persona de Contacto: Mr. yuan
Teléfono: +86 18797881202