
|
Produktdetails:
|
| Werkstück: | allgemeine maschinelle Bearbeitung von steeland Edelstahl | Type: | Small hole inner diameter grooving blade |
|---|---|---|---|
| Sample: | Available | Processing type: | grooving |
| Coating: | PVD CVD | Usage: | parting and grooving |
| Markieren: | Wendeschneidplatten zum Planstechen mit vollem Radius,Wendeschneidplatten zum Planstechen 8GR250 |
||
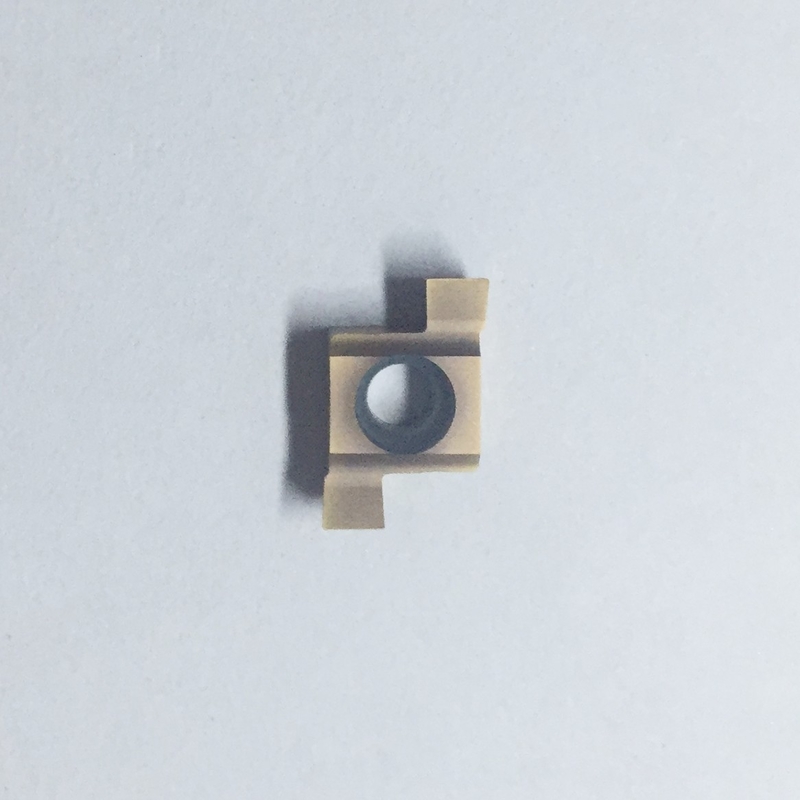
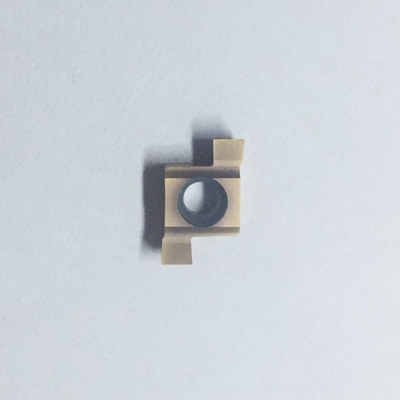
CNC-Hartmetall-Nutklinge mit kleinem Innendurchmesser 8GR250 zum Abschneiden
Funktionelle Vorteile:
Die bevorzugte effiziente Option für das universelle Schlitzen.
Weit verbreitetes Substrat und Beschichtung, geeignet zum Schlitzen verschiedener Materialien.Besonders geeignet zum Schlitzen von Stahlteilen.
Der perfekte Rand gewährleistet die Qualitätsstabilität des Plugins.
Die Verwendung desselben Einsatzes hat eine längere Lebensdauer als Einsätze koreanischer Marken.
Leichter Schnitt, sanfte Spanabfuhr, Erzielung idealer Oberflächenqualität.
| Modell | L1(mm) | L2(mm) |
| 6GR | 6.44 | 4,76 |
| 7GR | 7.36 | 5.56 |
| 8GR | 10.16 | 6.35 |
| 9GR | 12,95 | 6.35 |
Firmeninformation:
Wir sind ein Handelsunternehmen mit zwei Fabriken in Sichuan, China.
Ein Hersteller mit 8 Jahren Erfahrung in der Herstellung von Hartmetall-Schneidwerkzeugen,
einschließlich Hartmetalldrehen, Fräsen, Gewindeschneiden, Nuteneinsätze, Hartmetall-Schaftfräser, Bohrer usw.
Vollständige Spezifikation des Hartmetall-Fräseinsatzes.
Derzeit haben wir mehr als 2000 verschiedene Produkte hauptsächlich von Marken aus der ganzen Welt.
Sandvik, Iscar, Mitsubishi, Kyocera, Korloy, Sumitomo usw.
Wir können für die meisten Produkte kostenlose Muster bereitstellen (mit Ausnahme einiger spezieller Produkte können wir ausführlich mit Ihnen kommunizieren). Sie können mich über WhatsApp und Wechat hinzufügen, um mehr zu kommunizieren.
Technische Information :
Schlitzen und Trennen sind einzigartige Drehanwendungen für viele Bearbeitungsanwendungen, die Spezialwerkzeuge erfordern.Diese Werkzeuge können gewissermaßen als Erweiterung des gewöhnlichen Drehens betrachtet werden.
Schlitz- und Trennvorgänge sollten drei verschiedene Aspekte berücksichtigen, um die beste Methode und Formlösung zu bestimmen:
Merkmale des Abstechens und Nutens des Werkstücks:
Analyse der zu bearbeitenden Nutgröße und Qualitätsanforderungen: Bearbeitungsart, Nuttiefe, Nutbreite, Außenradius und Qualitätsanforderungen.
Werkstückmaterial, Form und Menge.
Ob das Material eine gute Spanbruchleistung aufweist
Produktionscharge: Einzel- oder Batch-Slotting
Ob das Werkstück sicher gespannt werden kann
Spanentfernung
Maschinenparameter.
Stabilität, Leistung und Drehmoment, insbesondere bei großen Bauteilen
Schneidflüssigkeit und Kühlmittel
Ob das langspanende Material Hochdruckkühlmittel benötigt, um die Späne zu brechen
Erlaubte Höchstgeschwindigkeit
Nutzen Sie jede mögliche Unterstützung
Durch den rechtzeitigen Austausch abgenutzter Klingen sind die Kosten für neue Klingen günstiger als für übermäßig abgenutzte Klingen.
Ersetzen Sie abgenutzte oder beschädigte Stangen.
Versuchen Sie nicht, den Turm zu reparieren.
Oft gestellte Frage:
1. Verschleiß der vorderen Klinge (dies ist eine häufige Form der Wirksamkeit)
Auswirkung: Die Größe des Werkstücks verändert sich allmählich oder die Oberflächengüte nimmt ab.Grund: Die Lineargeschwindigkeit ist zu hoch und erreicht die Lebensdauer des Werkzeugs
Maßnahmen: Bearbeitungsparameter anpassen, z. B. Lineargeschwindigkeit reduzieren und Messer mit höherer Verschleißfestigkeit verwenden
2. Problem mit kaputten Messern (schlechte praktische Form)
Auswirkung: Plötzliche Änderung der Werkstückgröße oder der Oberflächenbeschaffenheit, was zu Funkenbildung und Fusselbildung auf der Oberfläche führt
Stachel.
Grund: Falsche Parametereinstellung, falsche Auswahl des Klingenmaterials, Werkstücksteifigkeit
Okay, die Klingenklemmung ist instabil.
Maßnahme: Prüfen Sie, ob die Einstellungen der Bearbeitungsparameter sinnvoll sind und wählen Sie entsprechend dem Werkstück entsprechende Materialien aus
Werkzeug für
3. Schwerer Bruch (sehr ineffektive Form)
Auswirkung: Plötzliches und unerwartetes Ereignis, das zum Ausschuss von Werkzeuggriffmaterialien oder fehlerhaften Werkstücken führt
Schrott.
Grund: Fehler bei der Einstellung der Verarbeitungsparameter, Werkstück oder Klinge des Vibrationswerkzeugs nicht installiert.Maßnahme: Vernünftige Bearbeitungsparameter einstellen, Vorschub und Spanauswahl reduzieren
Passende Bearbeitungsmesser.Verstärken Sie die Steifigkeit des Werkstücks und der Klinge.
4. Abschuppender Tumor
Auswirkung: Ungleichmäßige Größe des hervorstehenden Werkstücks, schlechte Oberflächengüte und Anhaftung von Samt auf der Oberfläche des Werkstücks
Späne oder Grate.
Grund: Die Schnittgeschwindigkeit ist zu niedrig und der Vorschub ist zu niedrig.Die Klinge/Klinge ist nicht scharf genug.Maßnahmen: Erhöhen Sie die Schnittgeschwindigkeit und verwenden Sie für den Vorschub ein Messer mit höherer Schärfe.
![]()
Ansprechpartner: Mr. yuan
Telefon: +86 18797881202