
|
Detalhes do produto:
|
| Workpiece: | fazer à máquina geral do steeland de aço inoxidável | Type: | Small hole inner diameter grooving blade |
|---|---|---|---|
| Sample: | Available | Processing type: | grooving |
| Coating: | PVD CVD | Usage: | parting and grooving |
| Realçar: | Insertos de canal de face Full Radius,insertos de canal de face 8GR250 |
||
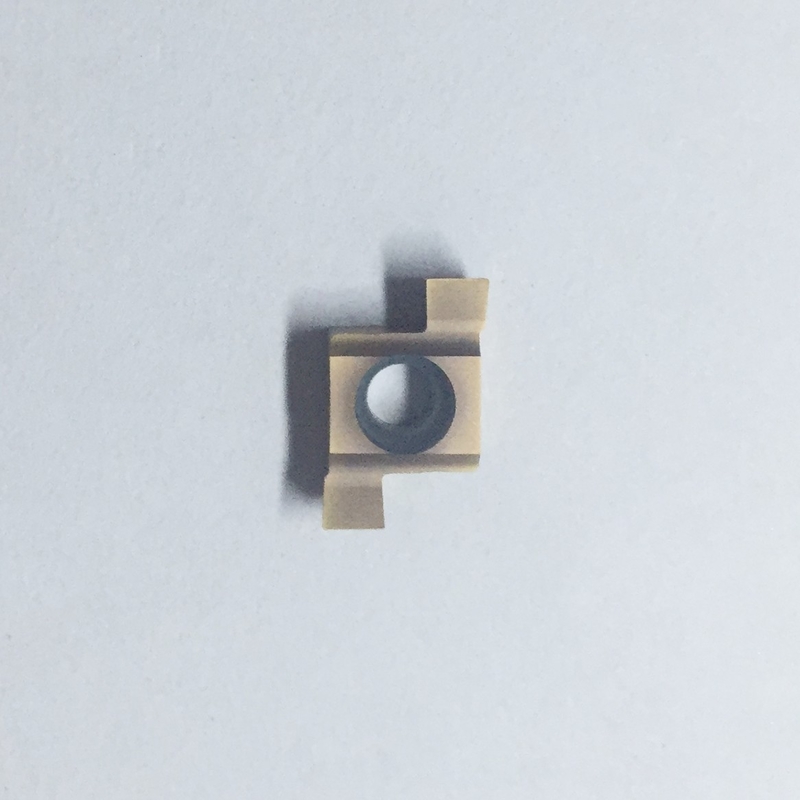
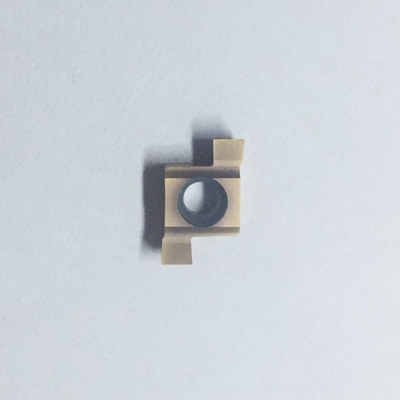
Lâmina de ranhura de diâmetro interno de carboneto pequeno CNC 8GR250 para corte
Vantagens funcionais:
A opção eficiente preferida para ranhuramento universal.
Substrato e revestimento amplamente utilizados, adequados para ranhurar vários materiais.Especialmente adequado para ranhurar peças de aço.
A borda perfeita garante a estabilidade de qualidade do plug-in.
O uso da mesma pastilha tem uma vida útil mais longa do que as pastilhas da marca coreana.
Corte leve, remoção suave de cavacos, alcançando qualidade superficial ideal.
| modelo | L1(mm) | L2(mm) |
| 6GR | 6.44 | 4,76 |
| 7GR | 7.36 | 5.56 |
| 8GR | 10.16 | 6.35 |
| 9GR | 12.95 | 6.35 |
Informações da Empresa:
Estamos negociando empresa com 2 fábricas em Sichuan. China.
Um fabricante com 8 anos de experiência na produção de ferramentas de corte de metal duro,
incluindo torneamento de metal duro, fresagem, rosqueamento, inserto de ranhura, fresa de metal duro, brocas, etc.
Especificação completa da pastilha de fresagem de metal duro.
Atualmente, temos mais de 2.000 produtos diferentes, principalmente de marcas de todo o mundo.
sandvik, iscar, mitsubishi, kyocera, korloy, sumitomo, etc.
Podemos fornecer amostras grátis para a maioria dos produtos (exceto alguns especiais, podemos nos comunicar com você em detalhes). Você pode me adicionar whatsapp e wechat para se comunicar mais.
Informação técnica :
Abertura e separação são aplicações de torneamento exclusivas para muitas aplicações de usinagem que requerem ferramentas especiais.Essas ferramentas podem ser consideradas como a extensão do torneamento comum até certo ponto.
As operações de abertura e separação devem considerar três aspectos diferentes para determinar o melhor método e solução de molde:
Características da peça de corte e canal:
Análise do tamanho do sulco e requisitos de qualidade a serem processados: tipo de processamento, profundidade do sulco, largura do sulco, raio externo e requisitos de qualidade.
Material da peça, forma e quantidade.
Se o material tem bom desempenho de quebra de cavacos
Lote de produção: entalhe único ou em lote
Se a peça de trabalho pode ser fixada com segurança
Remoção de cavacos
Parâmetros da máquina.
Estabilidade, potência e torque, especialmente para componentes grandes
Fluido de corte e refrigerante
Se o material de cavaco longo precisa de refrigeração de alta pressão para quebrar os cavacos
Limite de velocidade
Use todo o suporte possível
A substituição oportuna de lâminas desgastadas tornará o custo de lâminas novas mais econômico do que o de lâminas excessivamente desgastadas.
Substitua hastes gastas ou danificadas.
Não tente consertar a torre.
pergunta frequente:
1. Desgaste da lâmina dianteira (esta é uma forma comum de eficácia)
Impacto: O tamanho da peça de trabalho muda gradualmente ou o acabamento da superfície diminui.Motivo: A velocidade linear está muito alta, atingindo a vida útil da ferramenta
Medidas: Ajustar os parâmetros de processamento, como reduzir a velocidade linear e usar lâminas com maior resistência ao desgaste
2. Problema de faca quebrada (forma prática ruim)
Impacto: mudança repentina no tamanho da peça de trabalho ou no acabamento da superfície, resultando em faíscas e empenamento da superfície
Picada.
Motivo: configuração de parâmetro inadequada, seleção inadequada de material da lâmina, rigidez da peça de trabalho
Ok, a fixação da lâmina está instável.
Medida: Verifique se as configurações dos parâmetros de processamento são razoáveis e selecione os materiais correspondentes com base na peça de trabalho
Ferramenta para
3. Fratura grave (forma muito ineficaz)
Impacto: Ocorrência repentina e inesperada, resultando na sucata de materiais de manuseio de ferramentas ou peças de trabalho defeituosas
Sucatear.
Razão: Erro de configuração do parâmetro de processamento, peça de trabalho da ferramenta de vibração ou lâmina não instalada no local.Medida: Defina parâmetros de processamento razoáveis, reduza a taxa de avanço e a seleção de cavacos para
Lâminas de usinagem adequadas.Reforce a rigidez da peça de trabalho e da lâmina.
4. Tumor descamativo
Impacto: Tamanho inconsistente da peça de trabalho saliente, acabamento superficial ruim e adesão de veludo na superfície da peça de trabalho
Lascas ou rebarbas.
Razão: A velocidade de corte é muito baixa e a taxa de avanço é muito baixa.A lâmina/lâmina não está afiada o suficiente.Medidas: Aumente a velocidade de corte e utilize uma lâmina com maior agudeza para o avanço.
![]()
Pessoa de Contato: Mr. yuan
Telefone: +86 18797881202