
|
Productdetails:
|
| Werkstuk: | het algemene machinaal bewerken van steelandroestvrij staal | Type: | Small hole inner diameter grooving blade |
|---|---|---|---|
| Sample: | Available | Processing type: | grooving |
| Coating: | PVD CVD | Usage: | parting and grooving |
| Hoog licht: | Gezichtsgroefende wisselplaten met volledige straal,8GR250 vlakgroefende wisselplaten |
||
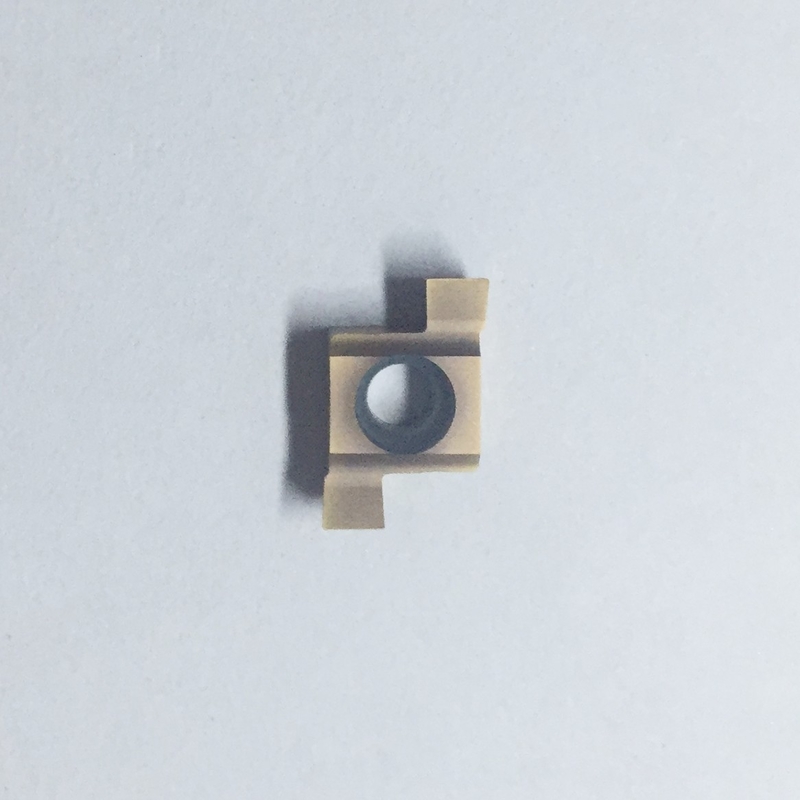
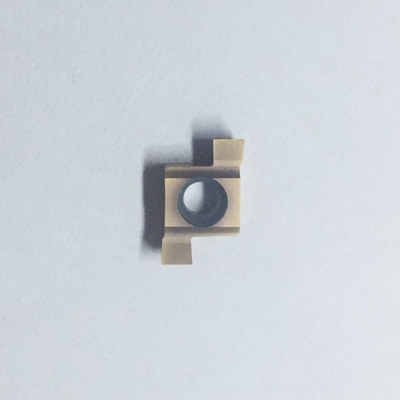
CNC hardmetalen groefmes met kleine gaten binnendiameter 8GR250 om af te snijden
Functionele voordelen:
De geprefereerde efficiënte optie voor universele sleuven.
Op grote schaal gebruikt substraat en coating, geschikt voor het sleuven maken van verschillende materialen.Bijzonder geschikt voor het sleuven maken van stalen onderdelen.
De perfecte rand zorgt voor de kwaliteitsstabiliteit van de plug-in.
Het gebruik van dezelfde insert heeft een langere levensduur dan inserts van het Koreaanse merk.
Lichtgewicht snijden, soepele spaanafvoer, bereiken van een ideale oppervlaktekwaliteit.
| model | L1 (mm) | L2 (mm) |
| 6GR | 6.44 | 4.76 |
| 7GR | 7.36 | 5.56 |
| 8GR | 10.16 | 6.35 uur |
| 9GR | 12.95 | 6.35 uur |
Bedrijfsinformatie:
Wij zijn handelsonderneming met 2 fabrieken in Sichuan. China.
Een fabrikant met 8 jaar ervaring in het produceren van hardmetalen snijgereedschappen,
inclusief hardmetalen draaien, frezen, draadsnijden, groefsteken, hardmetalen vingerfrees, boren, enz.
Volledige specificatie van hardmetalen freesinzet.
Momenteel hebben we meer dan 2000 verschillende producten van voornamelijk merken over de hele wereld.
sandvik, iscar, mitsubishi, kyocera, korloy, sumitomo, enz.
We kunnen voor de meeste producten gratis monsters leveren (behalve voor een paar speciale, we kunnen in detail met u communiceren). U kunt mij whatsapp & wechat toevoegen om meer te communiceren.
Technische informatie :
Gleufsteken en scheiden zijn unieke draaitoepassingen voor veel bewerkingstoepassingen waarvoor speciaal gereedschap nodig is.Deze gereedschappen kunnen tot op zekere hoogte worden beschouwd als het verlengstuk van gewoon draaien.
Sleuf- en scheidingsoperaties moeten drie verschillende aspecten in overweging nemen om de beste methode en vormoplossing te bepalen:
Kenmerken van het afsteken en groefsteken van het werkstuk:
Analyse van groefgrootte en te bewerken kwaliteitseisen: bewerkingstype, groefdiepte, groefbreedte, buitenradius en kwaliteitseisen.
Werkstukmateriaal, vorm en hoeveelheid.
Of het materiaal goede spaanbrekende prestaties heeft
Productie batch: single of batch slotting
Of het werkstuk veilig kan worden vastgeklemd
Chip verwijdering
Machineparameters.
Stabiliteit, vermogen en koppel, vooral voor grote componenten
Snijvloeistof en koelvloeistof
Of het langspanige materiaal hogedrukkoelmiddel nodig heeft om spanen te breken
Snelheidslimiet
Gebruik alle mogelijke ondersteuning
Tijdige vervanging van versleten messen maakt de kosten van nieuwe messen voordeliger dan die van overmatig versleten messen.
Vervang versleten of beschadigde stangen.
Probeer de toren niet te repareren.
vaak gestelde vraag:
1. Slijtage van het voormes (dit is een veel voorkomende vorm van effectiviteit)
Impact: de grootte van het werkstuk verandert geleidelijk of de oppervlakteafwerking neemt af.Reden: de lineaire snelheid is te hoog en bereikt de levensduur van het gereedschap
Maatregelen: Bewerkingsparameters aanpassen, zoals het verlagen van de lineaire snelheid en het gebruik van schoepen met een hogere slijtvastheid
2. Probleem met gebroken mes (slechte praktische vorm)
Impact: Plotselinge verandering in de grootte van het werkstuk of de oppervlakte-afwerking, resulterend in vonken en vervaging van het oppervlak
Steek.
Reden: onjuiste parameterinstelling, onjuiste keuze van het bladmateriaal, stijfheid van het werkstuk
Oké, de bladklem is onstabiel.
Maatregel: controleer of de verwerkingsparameterinstellingen redelijk zijn en selecteer overeenkomstige materialen op basis van het werkstuk
Hulpmiddel voor
3. Ernstige fractuur (zeer ineffectieve vorm)
Impact: Plotselinge en onverwachte gebeurtenis, resulterend in het weggooien van materialen van het gereedschapshandvat of defecte werkstukken
Schroot.
Reden: Fout bij het instellen van de verwerkingsparameters, het werkstuk of het mes van het trilgereedschap is niet op zijn plaats geïnstalleerd.Maatregel: stel redelijke verwerkingsparameters in, verlaag de voedingssnelheid en spaanderselectie tot
Geschikte bewerkingsbladen.Versterk de stijfheid van het werkstuk en het mes.
4. Desquamate-tumor
Impact: Inconsistente grootte van uitstekend werkstuk, slechte oppervlakteafwerking en hechting van fluweel op het oppervlak van het werkstuk
Chips of bramen.
Reden: De snijsnelheid is te laag en de voedingssnelheid is te laag.Het mes/mes is niet scherp genoeg.Maatregelen: Verhoog de snijsnelheid en gebruik een mes met een hogere scherpte voor de voedingssnelheid.
![]()
Contactpersoon: Mr. yuan
Tel.: +86 18797881202