|
商品の詳細:
|
| 工作物: | steelandのステンレス鋼の概要の機械化 | Type: | Small hole inner diameter grooving blade |
|---|---|---|---|
| Sample: | Available | Processing type: | grooving |
| Coating: | PVD CVD | Usage: | parting and grooving |
| ハイライト: | フルラジアス端面溝入れチップ、8GR250端面溝入れチップ,8GR250 face grooving inserts |
||
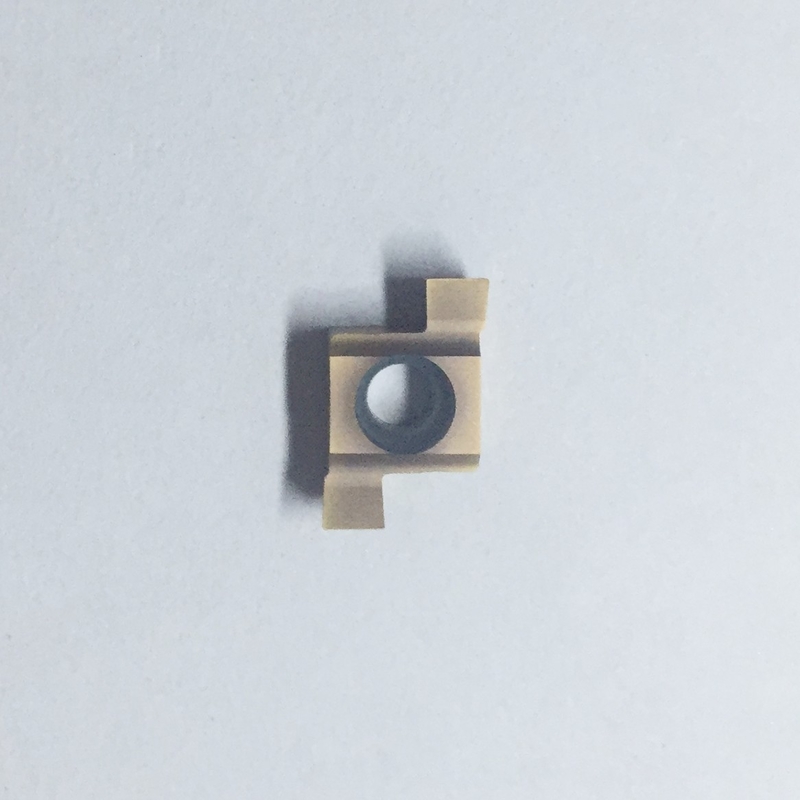
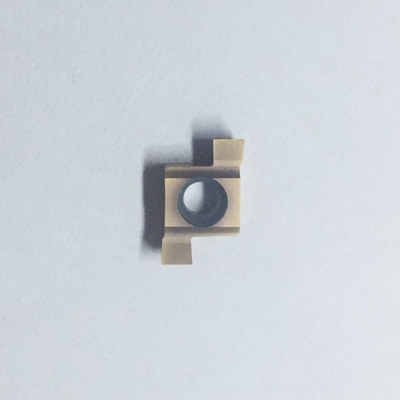
CNC 超硬小穴内径溝入れブレード 8GR250 切断用
機能的な利点:
ユニバーサル スロッティングに推奨される効率的なオプションです。
広く使用されている基材およびコーティングであり、さまざまな材料の溝加工に適しています。特に鋼部品の溝加工に適しています。
完璧なエッジにより、プラグインの品質の安定性が保証されます。
同じインサートを使用すると、韓国ブランドのインサートよりも寿命が長くなります。
軽量な切削、スムーズな切りくず排出、理想的な加工面品位を実現します。
| モデル | L1(mm) | L2(mm) |
| 6GR | 6.44 | 4.76 |
| 7GR | 7.36 | 5.56 |
| 8GR | 10.16 | 6.35 |
| 9GR | 12.95 | 6.35 |
企業情報:
私たちは中国四川省に2つの工場を持つ貿易会社です。
超硬切削工具の製造で8年の経験を持つメーカー、
超硬旋削、フライス加工、ねじ切り、溝入れインサート、超硬エンドミル、ドリルビットなどを含む。
超硬フライスインサートの完全仕様。
現在では世界中のブランドを中心に2000種類以上の商品を取り揃えております。
サンドビック、イスカル、三菱、京セラ、コロイ、住友など。
ほとんどの製品の無料サンプルを提供できます (一部の特別な製品を除き、詳細についてご連絡できます)。もっとコミュニケーションするために whatsapp&wechat を追加していただけます。
技術的な案内 :
溝加工と分離は、特別な工具を必要とする多くの機械加工用途に特有の旋削加工です。これらの工具は、ある程度通常の旋削加工の延長と考えることができます。
スロッティングと分離の操作では、最適な方法と金型ソリューションを決定するために、次の 3 つの異なる側面を考慮する必要があります。
突切り・溝入れワークの特長:
加工する溝のサイズと品質要件の分析: 加工タイプ、溝の深さ、溝の幅、外径、品質要件。
ワークの材質、形状、数量。
切りくず分断性能が良い材質かどうか
生産バッチ: 単一またはバッチのスロッティング
ワークを安全にクランプできるか
切りくず除去
マシンパラメータ。
安定性、パワー、トルク、特に大型コンポーネントの場合
切削液とクーラント
長い切りくず材料を破壊するために高圧クーラントが必要かどうか
制限速度
可能な限りのサポートを利用する
摩耗したブレードを適時に交換すると、過度に摩耗したブレードのコストよりも新しいブレードのコストが安くなります。
磨耗または損傷したロッドを交換します。
砲塔を修理しようとしないでください。
よくある質問:
1. フロントブレードの摩耗 (これは効果の一般的な形式です)
影響:ワークのサイズが徐々に変化したり、表面仕上げが低下したりします。理由: 線速度が高すぎて、工具の寿命に達しています。
対策:線速度を下げる、耐摩耗性の高いブレードを使用するなど、加工パラメータを調整します。
2. ナイフの折れ問題(実践形式が悪い)
影響:ワークのサイズや表面仕上げが突然変化し、火花や表面の毛羽立ちが発生する
スティング。
理由:パラメータ設定の不適切、ブレード材質の選択の不適切、ワークの剛性
そうですね、刃の固定が不安定です。
対策: 加工パラメータの設定が適切であるかどうかを確認し、ワークに基づいて対応する材料を選択します。
のためのツール
3. 重度の骨折(非常に効果のない形態)
影響:突発的かつ予期せぬ事態が発生し、ツールハンドルの材料の廃棄やワークの不良が発生する
スクラップ。
原因:加工パラメータの設定ミス、振動ツールのワークまたはブレードが所定の位置に取り付けられていない。対策: 適切な加工パラメータを設定し、送り速度とチップの選択を下げて、
適切な加工ブレード。ワークと刃物の剛性を強化します。
4. 落屑腫瘍
影響:ワークの突き出し寸法の不均一、表面仕上げの不良、ワーク表面のベルベットの付着
欠けやバリ。
理由:切削速度が低すぎる、送り速度が低すぎる。刃が十分に鋭くない。対策:切削速度を上げ、送り速度の高い切れ味の良い刃物を使用してください。
![]()
コンタクトパーソン: Mr. yuan
電話番号: +86 18797881202