
|
Product Details:
|
| Coating: | CVD Or PVD Coating Or As Your Require | Material: | Alloy Steel\Hard Steel's Semi-finishing And Rough |
|---|---|---|---|
| Hardness: | 92 HRC | Color: | Gray/golden/black/Double Color |
| Workpiece: | Alloy Steel\Hard Steel | Packing: | In One Carton Or As Your Wish |
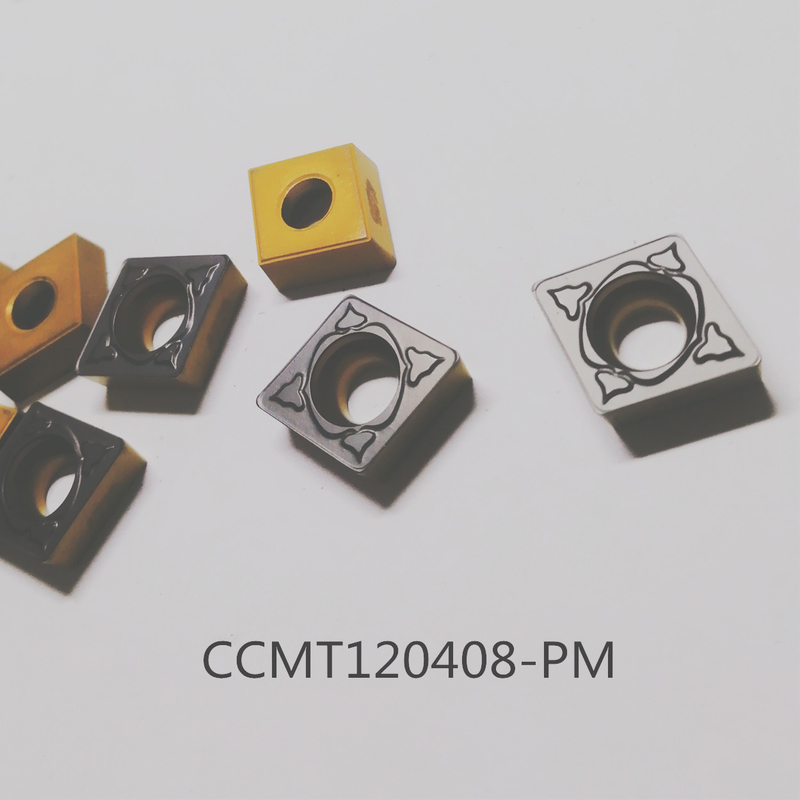
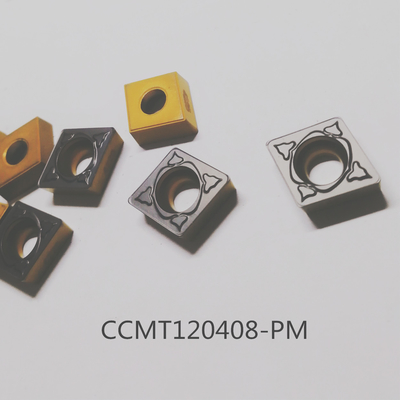
| High Light: | CCMT120408-PM tungsten carbide inserts,Alloy Steel tungsten carbide inserts,CCMT120408-PM tungsten inserts |
||
Hot Salel CCMT120408-PM Tungsten Steel Hard Turning Blade Coating Product Turning Blade![]()
| continuous processling and irregular processing | lntermittent processing | |||
| Linear velocity vc | Feed per tooth f | Linear velocity vc | Feed per tooth f | |
| Stainless steel | 80-120-180 | 0.06-0.30 | 06-90-110 | 0.08-0.20 |
| Mild steel | 120-180-250 | 0.06-0.30 | 100-150-200 | 0.08-0.30 |
| HRC<52° | 80-120-150 | 0.06-0.30 | 60-100-120 | 0.08-0.20 |
| HRC52°-60°Steel | 40-120 | 0.06-0.12 | ||
| Ap=0.4-3.0mmcutting depth | ||||
![]()
tips:
1. Since the price of cutting tools often fluctuates, the price on the website is not necessarily the current price. Please contact us to confirm the exact stock and price before purchasing
2. Due to the wide variety of cutting tools, if you need other models, please contact us.
3.Support various channels of payment, 30% prepayment
4.The minimum order quantity is 50 pieces, and the packaging can be customized (minimum order of 500 pieces)
Contact Person: Mr. yuan
Tel: +86 18797881202