|
제품 상세 정보:
|
| Coating: | TiN, TiCN, TiAlN | Usage: | CNC cutting tools |
|---|---|---|---|
| Material: | Carbide | Hardness: | 92HRC |
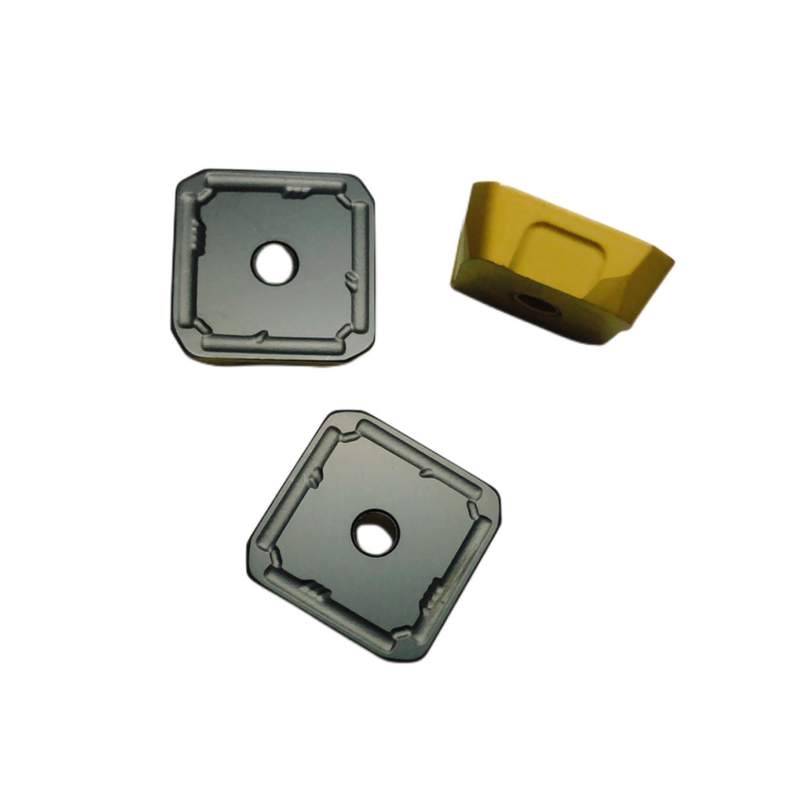
| Application: | Internal External Turning Inserts | Color: | Gray/golden/black/Double color |
| Product name: | CNC Carbide Inserts | Workpiece: | Steel Stainless Cast Iron |
| Package: | 10pcs/plastic Box | Keywords: | Carbide Coated cutting tools |
| Business type: | product by factory | Shape: | Square, Triangle, Diamond, etc. |
| 하이 라이트: | cnc 사각 카바이드 인서트,합금 터닝 사각 카바이드 인서트,합금 터닝 cnc 인서트 |
||
이유 대책
과도한 마모
뒷면 블레이드 표면
| 이유 | 대책 | |
|
과도한 마모 뒷면 블레이드 표면 |
절단 속도가 너무 높음 피드가 너무 얕습니다. 중심선 위에 위치한 블레이드 |
절단 속도 감소 공급 횟수를 줄입니다. 올바른 중심 높이 사용 |
| 부러진 칼날 손상 |
절단 속도가 너무 느림 과도한 절삭력 불안정한 클램핑 상태에서 절단 |
절단 속도 증가 공급 속도를 높이고 공급량을 줄입니다. 공작물과 공구의 클램핑 확인 냉각수 압력 증가 |
| 가소성 | 너무 빨리 절단 절단 온도가 너무 높음 절삭유 공급은 보편적이지 않습니다. |
절단 속도 감소 이송 감소 냉각수 공급량 증가 |
|
열악한 표면 스레드의 품질 |
절단 속도가 너무 느림 블레이드는 중앙 높이 위에 위치합니다. |
절단 속도 증가 올바른 중심 높이 사용 공구 작동 방식 변경 연마 블레이드가 있는 블레이드를 선택하십시오. |
| 떨리다 | 공작물 또는 공구의 잘못된 클램핑 블레이드의 불충분한 충격 저항 잘못된 절단 매개변수 |
공작물 및 공구의 클램핑 상태 확인 적절한 도구 홀더를 선택하십시오 절단 매개변수 조정 |
제조 공정 중에 부적절함을 포함하여 여러 요인이 수준 이하의 표면 마감에 기여할 수 있습니다.공작물 클램핑, 불충분한 테이블 강성으로 인한 진동, 마모 또는둔한 절단 도구, 과도한 절단 속도, 깊이 또는 이송 속도.
가공 과정에서,제기 가장자리무디거나 손상된 절단 도구와 부적합한 절단 궤도로 인해 버가 형성될 수 있습니다.클라임 밀링과 비교하여 기존 밀링은 일반적으로 더 작은 버를 생성합니다.빈도는 적지만,칩 얽힘특히 긴 칩 재료로 작업할 때 밀링 공정 중에 발생할 수 있습니다.이러한 경우에는 용량을 줄여야 할 수도 있습니다.축 맞물림(AE) 표준 또는 넓은 간격의 톱니 밀링 커터.
우리의 상거래 기업은 중국 쓰촨성에 두 개의 제조 시설을 운영하고 있으며 2000가지 이상의 제품 생산에 주력하고 있습니다.텅스텐 카바이드 절단 도구, 다음과 같은 최고의 브랜드로 구성샌드빅,이스카,미츠비시,교세라,코를로이, 그리고스미토모터닝, 밀링, 스레딩,그루브 절단삽입,엔드밀, 드릴 비트.우리는 공급합니다무료 샘플대부분의 당사 제품에 대해 가격 및 품질 측면에서 다양한 옵션을 제공합니다.500개를 초과하는 주문은 다음과 같이 수용할 수 있습니다.브랜드 포장.
가격 견적을 받으려면 제품 세부 정보, 수량 및 가능한 경우 제품의 의도된 용도를 제공하십시오.관련 제품을 제안하고 고려할 수 있는 포괄적인 정보를 포함합니다.생산의 각 단계와 완제품을 출하 전에 철저히 검수하여 품질을 보증합니다.정확한 배송을 위해 생산 공정에 대한 최신 정보를 제공합니다.배송비는 주문의 크기와 무게, 선택한 방법과 목적지에 따라 다릅니다.
![]()
담당자: Mr. yuan
전화 번호: +86 18797881202