
|
Product Details:
|
| Workpiece: | General Machining Of Steeland Stainless Steel | Type: | Small Hole Inner Diameter Grooving Blade |
|---|---|---|---|
| Sample: | Available | Processing Type: | Grooving |
| Coating: | Pvd Or Cvd | Usage: | Parting And Grooving |
| High Light: | 8GR Face Grooving Inserts,Face Grooving Inserts High Pressure,High Pressure Coolant Lathe Groove Tool |
||
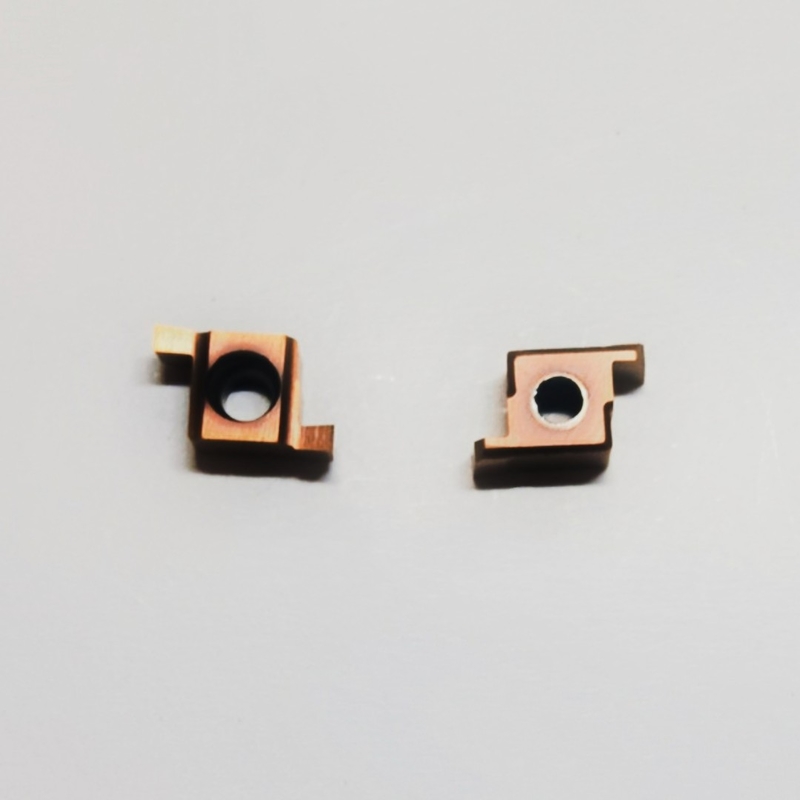
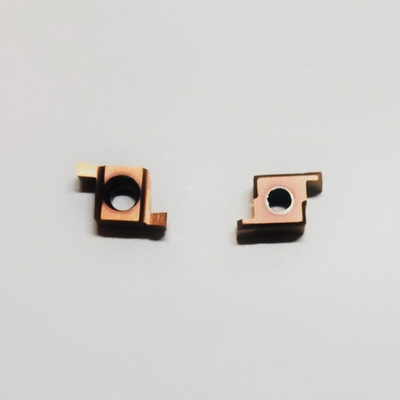
CNC Carbide Small hole inner diameter grooving blade 8GR150 For Cutting Off
Feature Advantage:
| model | L1(mm) | L2(mm) |
| 6GR | 6.44 | 4.76 |
| 7GR | 7.36 | 5.56 |
| 8GR | 10.16 | 6.35 |
| 9GR | 12.95 | 6.35 |
Company Information:
We are trading company with 2 factories in Sichuan .China.
A manufacturer with 8 years experiences of producing carbide cutting tools,
including carbide turning,milling,threading,grooving insert,carbide end mill,drill bits,etc.
Complete specification of carbide milling insert.
Currently we have more than 2000 different products from mainly brand all over the world.
sandvik,iscar,mitsubishi,kyocera,korloy,sumitomo,etc.
We can provide free samples for most products (except for a few special ones, we can communicate with you in detail).You can add me whatsapp&wechat to Communicate more.
Technical information :
Slotting and separation are unique turning applications for many machining applications that require special tools. These tools can be regarded as the extension of ordinary turning to some extent.
Slotting and separating operations should consider three different aspects to determine the best method and mold solution:
Features of parting and grooving workpiece:
Analysis of groove size and quality requirements to be processed: processing type, groove depth, groove width, outer radius and quality requirements.
Workpiece material, shape and quantity.
Whether the material has good chip breaking performance
Production batch: single or batch slotting
Whether the workpiece can be clamped safely
Chip removal
Machine parameters.
Stability, power and torque, especially for large components
Cutting fluid and coolant
Whether the long chip material needs high-pressure coolant to break chips
Speed limit
Use all possible support
Timely replacement of worn blades will make the cost of new blades more economical than that of excessively worn blades.
Replace worn or damaged rods.
Don't try to repair the turret.
1) Front face The surface on which the chip flows on the tool.
2) The surface on the main and back tool face that is opposite to and interacts with the machined surface on the workpiece is called the main and back tool face.
3) The surface on the tool with auxiliary rear tool face that is opposite to and interacts with the machined surface on the workpiece is called auxiliary rear tool face.
4) The intersection line between the rake face and the main rake face of the main cutting edge tool is called the main cutting edge.
5) The intersection line between the rake face and the back face of the auxiliary cutting edge tool is called the auxiliary cutting edge.
6) The intersection point between the main cutting edge and the auxiliary cutting edge of the tool tip is called the tool tip. The tool tip is actually a small segment of curve or line, called rounding tool tip and chamfering tool tip.
![]()
Contact Person: Mr. yuan
Tel: +86 18797881202