|
Product Details:
|
| Coating: | In One Carton Or As Your Wish | Workpiece: | Mold Steel Tool Steel And Stainless Steel |
|---|---|---|---|
| Packing: | In One Carton Or As Your Wish | Type: | Face Milling Inserts Series |
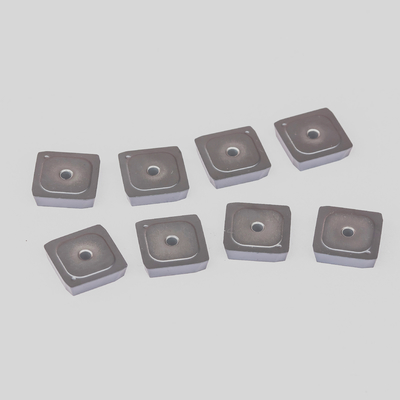
| Package: | 10pcs/plastic Box | Grade: | HPO4P4、HPO2P5 |
| Highlight: | SPKN1203PDTR-NN Face milling inserts,cnc tool inserts R490,SPKN1203PDTR-NN cnc tool inserts |
||
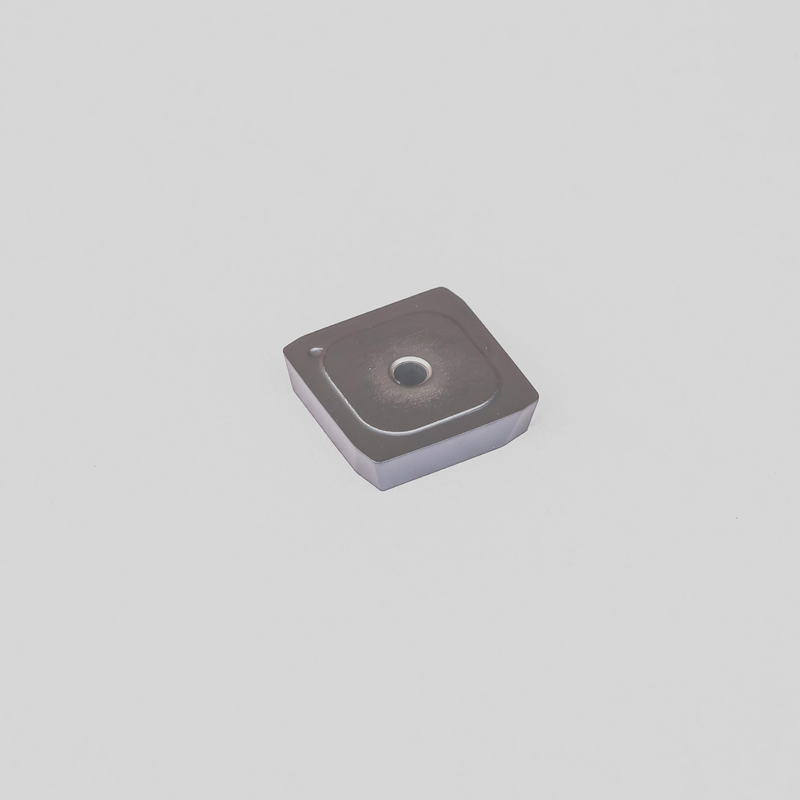
SPKN1203PDTR-NN Cnc Carbide Inserts For Face milling inserts series
Face milling inserts series:
Milling Application Tips:
Recommended Cutting Parameters:
| ∅25 | ∅30/32/35 | ||||||
| ISO | Material | Hardness (HB) | Speed (m/min) |
Axial Cutting Depth (mm) |
Feed (mm/tooth) |
Axial Cutting Depth (mm) |
Feed (mm/t) |
| P | Carbon Steel | 180 - 280 | 120 - 220 | 0.6 - 1.0 | 0.8 - 1.2 | 0.8 - 1.2 | 1.0 - 1.4 |
| P | Alloy Steel | 280 - 350 | 80 - 180 | 0.4 - 0.8 | 0.8 - 1.2 | 0.8 - 1.2 | 1.0 - 1.4 |
| P | Pre-Hardened Steel | HRC 35 | 80 - 160 | 0.4 - 0.8 | 0.6 - 1.0 | 0.6 - 1.0 | 0.8 - 1.2 |
| M | Stainless Steel | 270 | 80 - 190 | 0.6 - 1.0 | 0.6 - 1.0 | 0.6 - 1.0 | 0.8 - 1.2 |
| K | Cast Iron | Tensile Strength 350 MPa |
100 - 200 | 0.6 - 1.0 | 1.0 - 1.4 | 1.0 - 1.4 | 1.2 - 1.6 |
| K | Ductile Iron | Tensile Strength 800 MPa |
80 - 160 | 0.4 - 0.8 | 0.8 - 1.2 | 0.8 - 1.2 | 1.0 - 1.4 |
| ∅40 | ∅50/63 | ||||||
| ISO | Material | Hardness (HB) | Speed (m/min) |
Axial Cutting Depth (mm) |
Feed (mm/tooth) |
Axial Cutting Depth (mm) |
Feed (mm/t) |
| P | Carbon Steel | 180 - 280 | 120 - 220 | 0.8 - 1.2 | 1.0 - 1.4 | 1.1 - 1.5 | 1.1 - 1.5 |
| P | Alloy Steel | 280 - 350 | 80 - 180 | 0.6 - 1.0 | 1.0 - 1.4 | 0.9 - 1.3 | 1.1 - 1.5 |
| P | Pre-Hardened Steel | HRC 35 | 80 - 160 | 0.6 - 1.0 | 0.8 - 1.2 | 0.9 - 1.3 | 0.9 - 1.3 |
| M | Stainless Steel | 270 | 80 - 190 | 0.8 - 1.2 | 0.8 - 1.2 | 1.1 - 1.5 | 0.9 - 1.3 |
| K | Cast Iron | Tensile Strength 350 MPa |
100 - 200 | 0.8 - 1.2 | 1.2 - 1.6 | 1.1 - 1.5 | 1.3 - 1.7 |
| K | Ductile Iron | Tensile Strength 800 MPa |
80 - 160 | 0.6 - 1.0 | 1.0 - 1.4 | 0.9 - 1.3 | 1.1 - 1.5 |
tips:
1.As cutting tools prices often fluctuate, the price on the site is not necessarily the current price. Contact us prior to purchase to confirm exact stock and price
2, due to the wide variety of cutting tools, if you need other models, please contact us.
3.Support multiple payment channels, 30 % advance payment
4. The minimum order quantity is 50 pieces and the package can be customized ( minimum order 500 pieces )
![]()
![]()
Contact Person: Mr. yuan
Tel: +86 18797881202