
|
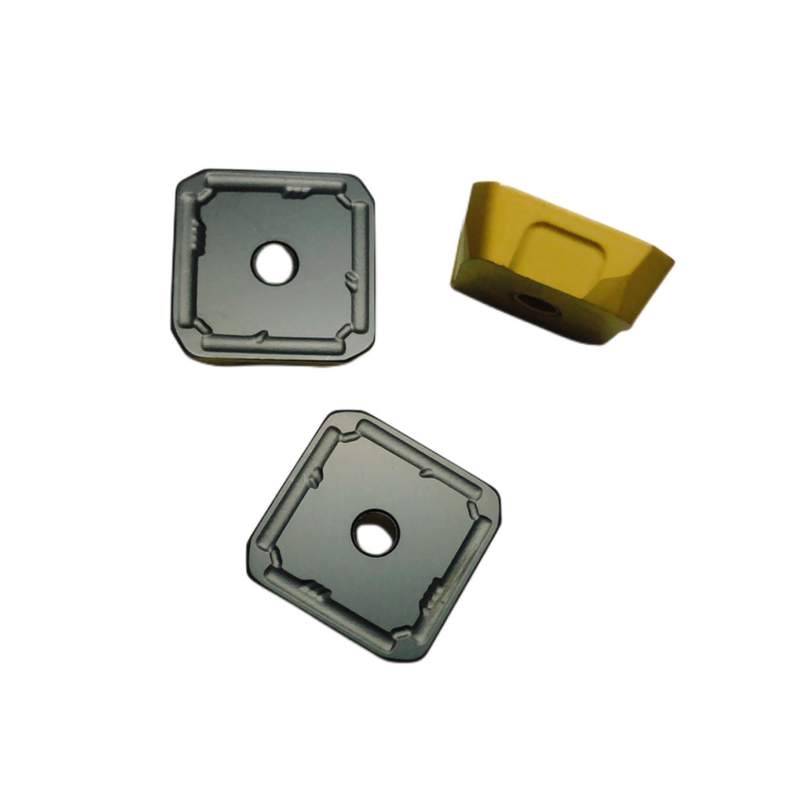
Productdetails:
|
| Coating: | TiN, TiCN, TiAlN | Usage: | CNC cutting tools |
|---|---|---|---|
| Material: | Carbide | Hardness: | 92HRC |
| Application: | Internal External Turning Inserts | Color: | Gray/golden/black/Double color |
| Product name: | CNC Carbide Inserts | Workpiece: | Steel Stainless Cast Iron |
| Package: | 10pcs/plastic Box | Keywords: | Carbide Coated cutting tools |
| Business type: | product by factory | Shape: | Square, Triangle, Diamond, etc. |
| Hoog licht: | cnc vierkante hardmetalen wisselplaten,gelegeerd draaiende vierkante hardmetalen wisselplaten,gelegeerd draaiende cnc-inzet |
||
redentegenmaatregel
Overmatige slijtage
het achterste bladoppervlak
| reden | tegenmaatregel | |
|
Overmatige slijtage het achterste bladoppervlak |
Snijsnelheid te hoog Het voer is te ondiep Blad bevindt zich boven de hartlijn |
Verlaag de snijsnelheid Verminder het aantal voedertijden De juiste middenhoogte gebruiken |
| Gebroken mes schade |
Snijsnelheid te laag Overmatige snijkracht Snijden onder onstabiele klemming |
Verhoog de snijsnelheid Voersnelheid verhogen en voerhoeveelheid verminderen Controleer de klemming van het werkstuk en gereedschap Verhoog de koelmiddeldruk |
| plasticiteit | Te snel snijden Snijtemperatuur te hoog De toevoer van snijvloeistof is niet universeel |
Verlaag de snijsnelheid Verminder voer Verhoog de koelmiddeltoevoer |
|
Slecht oppervlak kwaliteit van de draden |
Snijsnelheid te laag Het blad bevindt zich boven de middelste hoogte |
Verhoog de snijsnelheid De juiste middenhoogte gebruiken Wijzig de bewerkingsmethode van het gereedschap Kies een mes met een polijstmes |
| trillen | Onjuiste klemming van werkstuk of gereedschap Onvoldoende schokbestendigheid van het mes Onjuiste snijparameters |
Controleer de klemstatus van het werkstuk en gereedschap Kies de juiste gereedschapshouder Snijparameters aanpassen |
Tijdens het fabricageproces kunnen meerdere factoren bijdragen aan een ondermaatse oppervlakteafwerking, waaronder onvoldoendewerkstuk klemmen, trillingen veroorzaakt door onvoldoende stijfheid van de tafel, versleten ofbot snijgereedschap, en te hoge snijsnelheden, diepten of voedingssnelheden.
Tijdens het bewerkingsproces,opstaande randenof er kunnen bramen ontstaan als gevolg van bot of beschadigd snijgereedschap en ongeschikte snijtrajecten.In vergelijking met meelopend frezen resulteert conventioneel frezen meestal in kleinere bramen.Hoewel minder frequent,chip verstrengelingkan gebeuren tijdens het freesproces, vooral bij het werken met langspanige materialen.In dergelijke gevallen kan het nodig zijn om deaxiale aangrijping(AE) van standaard of ver uit elkaar geplaatste tandfrezen.
Onze handelsonderneming exploiteert twee productiefaciliteiten in Sichuan, China, gericht op de productie van meer dan 2000 soortensnijgereedschappen van wolfraamcarbide, bestaande uit topmerken zoalsSandvik,Iskar,Mitsubishi,Kyocera,Korloy, EnSumitomovoor draaien, frezen, draadsnijden,groef snijdeninzetstukken,eind molens, en boren.Wij leverengratis monstersvoor de meeste van onze producten en bieden een scala aan opties op het gebied van prijs en kwaliteit.Bestellingen van meer dan 500 stuks zijn mogelijkmerk verpakking.
Geef voor een prijsraming productdetails, hoeveelheden en, indien mogelijk, de beoogde toepassing van het product op.We zullen relevante producten voorstellen en uitgebreide informatie ter overweging toevoegen.We inspecteren elke productiefase en de voltooide producten grondig voordat ze worden verzonden, waardoor de kwaliteit wordt gegarandeerd.We houden u op de hoogte van het productieproces om een stipte levering te garanderen.Verzendkosten zijn afhankelijk van de grootte en het gewicht van de bestelling, evenals de gekozen methode en bestemming.
![]()
Contactpersoon: Mr. yuan
Tel.: +86 18797881202