|
পণ্যের বিবরণ:
|
| ওয়ার্কপিস: | স্টিল্যান্ড স্টেইনলেস স্টিলের সাধারণ মেশিনিং | টাইপ: | ছোট গর্ত ভিতরের ব্যাস grooving ফলক |
|---|---|---|---|
| নমুনা: | উপলব্ধ | প্রসেসিং টাইপ: | খাঁজকাটা |
| আবরণ: | পিভিডি বা সিভিডি | ব্যবহার: | বিভাজন এবং খাঁজ কাটা |
| কঠোরতা: | 89-93HRA | পণ্যের নাম: | টংস্টেন কার্বাইড বিভাজন এবং গ্রুভিং সন্নিবেশ |
| লক্ষণীয় করা: | কুল্যান্ট বিভাজন এবং গ্রুভিং সন্নিবেশ,পাওয়ার টর্ক টাংস্টেন কার্বাইড সন্নিবেশ,কুল্যান্ট টংস্টেন কার্বাইড সন্নিবেশ |
||
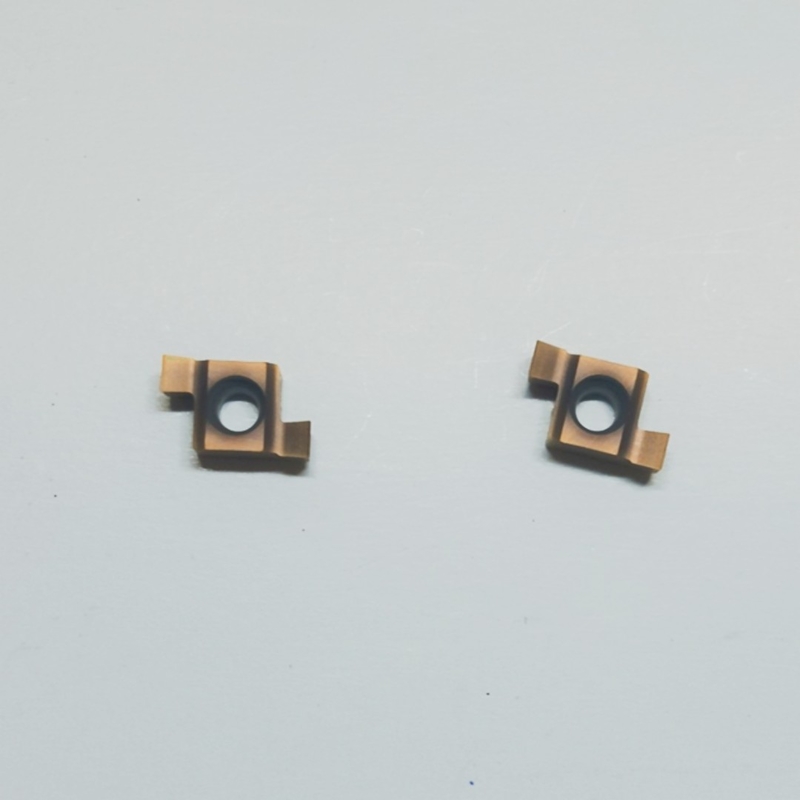
CNC কার্বাইড ছোট গর্ত ভিতরের ব্যাসের গ্রুভিং ব্লেড 8GR250 কেটে ফেলার জন্য
বৈশিষ্ট্য সুবিধা:
| মডেল | L1(মিমি) | L2(মিমি) |
| 6GR | ৬.৪৪ | 4.76 |
| 7GR | 7.36 | ৫.৫৬ |
| 8GR | 10.16 | ৬.৩৫ |
| 9GR | 12.95 | ৬.৩৫ |
প্রযুক্তিগত তথ্য:
স্লটিং এবং বিচ্ছেদ অনেক মেশিনিং অ্যাপ্লিকেশনের জন্য অনন্য বাঁক অ্যাপ্লিকেশন যার জন্য বিশেষ সরঞ্জাম প্রয়োজন।এই সরঞ্জামগুলিকে কিছু পরিমাণে সাধারণ বাঁকের সম্প্রসারণ হিসাবে বিবেচনা করা যেতে পারে।
সর্বোত্তম পদ্ধতি এবং ছাঁচ সমাধান নির্ধারণের জন্য স্লটিং এবং পৃথকীকরণ ক্রিয়াকলাপগুলি তিনটি ভিন্ন দিক বিবেচনা করা উচিত:
বিভাজন এবং গ্রুভিং ওয়ার্কপিসের বৈশিষ্ট্য:
খাঁজের আকার এবং গুণমানের প্রয়োজনীয়তার বিশ্লেষণ প্রক্রিয়াকরণ: প্রক্রিয়াকরণের ধরন, খাঁজের গভীরতা, খাঁজের প্রস্থ, বাইরের ব্যাসার্ধ এবং গুণমানের প্রয়োজনীয়তা।
ওয়ার্কপিস উপাদান, আকৃতি এবং পরিমাণ।
উপাদান ভাল চিপ ব্রেকিং কর্মক্ষমতা আছে কিনা
উত্পাদন ব্যাচ: একক বা ব্যাচ স্লটিং
ওয়ার্কপিসটি নিরাপদে আটকানো যায় কিনা
চিপ অপসারণ
মেশিনের পরামিতি।
স্থায়িত্ব, শক্তি এবং টর্ক, বিশেষ করে বড় উপাদানগুলির জন্য
তরল এবং কুল্যান্ট কাটা
দীর্ঘ চিপ উপাদান চিপ ভাঙ্গা উচ্চ চাপ কুল্যান্ট প্রয়োজন কিনা
গতিসীমা
সমস্ত সম্ভাব্য সমর্থন ব্যবহার করুন
জীর্ণ ব্লেডের সময়মতো প্রতিস্থাপন নতুন ব্লেডের খরচ অত্যধিক জীর্ণ ব্লেডের চেয়ে বেশি লাভজনক করে তুলবে।
জীর্ণ বা ক্ষতিগ্রস্থ রডগুলি প্রতিস্থাপন করুন।
বুরুজ মেরামত করার চেষ্টা করবেন না.
1) সামনের মুখ যে পৃষ্ঠের উপর চিপটি টুলের উপর প্রবাহিত হয়।
2) প্রধান এবং পিছনের টুল মুখের পৃষ্ঠ যা ওয়ার্কপিসের উপর মেশিনযুক্ত পৃষ্ঠের বিপরীত এবং ইন্টারঅ্যাক্ট করে তাকে প্রধান এবং পিছনের টুল মুখ বলা হয়।
3) অক্জিলিয়ারী রিয়ার টুল ফেস সহ টুলের উপরিভাগ যা ওয়ার্কপিসের উপর মেশিনযুক্ত পৃষ্ঠের বিপরীত এবং এর সাথে ইন্টারঅ্যাক্ট করে তাকে অক্সিলারি রিয়ার টুল ফেস বলে।
4) রেক ফেস এবং মেইন কাটিং এজ টুলের মেইন রেক ফেস এর মধ্যে ছেদ রেখাকে মেইন কাটিং এজ বলা হয়।
5) রেকের মুখ এবং অক্জিলিয়ারী কাটিং এজ টুলের পিছনের মুখের মধ্যে ছেদ রেখাটিকে অক্সিলিয়ারি কাটিং এজ বলা হয়।
6) টুল টিপের প্রধান কাটিং প্রান্ত এবং অক্জিলিয়ারী কাটিং প্রান্তের মধ্যে ছেদ বিন্দুটিকে টুল টিপ বলা হয়।টুল টিপ আসলে বক্ররেখা বা রেখার একটি ছোট অংশ, যাকে রাউন্ডিং টুল টিপ এবং চ্যামফারিং টুল টিপ বলা হয়।
![]()
ব্যক্তি যোগাযোগ: Admin
টেল: +8618797881202