
|
Detalhes do produto:
|
| Coating: | TiN, TiCN, TiAlN | Usage: | CNC cutting tools |
|---|---|---|---|
| Material: | Carbide | Hardness: | 92HRC |
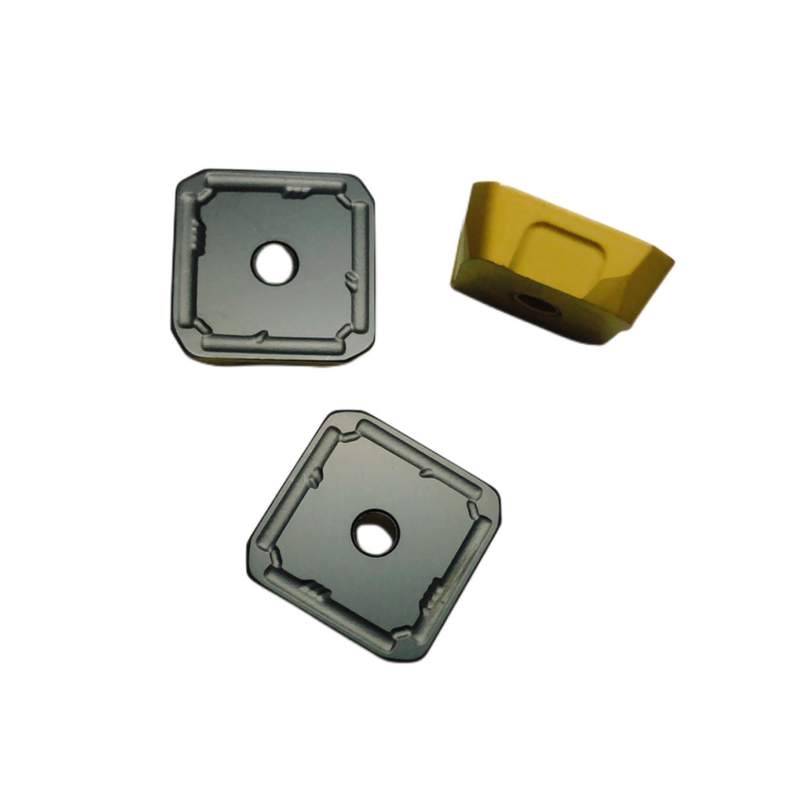
| Application: | Internal External Turning Inserts | Color: | Gray/golden/black/Double color |
| Product name: | CNC Carbide Inserts | Workpiece: | Steel Stainless Cast Iron |
| Package: | 10pcs/plastic Box | Keywords: | Carbide Coated cutting tools |
| Business type: | product by factory | Shape: | Square, Triangle, Diamond, etc. |
| Realçar: | pastilhas quadradas de carboneto cnc,pastilhas quadradas de torneamento de liga,pastilhas cnc de torneamento de liga |
||
razão contramedida
Desgaste excessivo em
a superfície da lâmina traseira
| razão | contramedida | |
|
Desgaste excessivo em a superfície da lâmina traseira |
Velocidade de corte muito alta A alimentação é muito rasa Lâmina localizada acima da linha central |
Reduza a velocidade de corte Reduza o número de vezes de alimentação Usando a altura de centro correta |
| lâmina quebrada dano |
Velocidade de corte muito baixa Força de corte excessiva Corte sob fixação instável |
Aumente a velocidade de corte Aumente a velocidade de alimentação e reduza a quantidade de alimentação Verifique a fixação da peça de trabalho e da ferramenta Aumente a pressão do refrigerante |
| Plasticidade | Cortando muito rápido Temperatura de corte muito alta A alimentação do fluido de corte não é universal |
Reduza a velocidade de corte Reduza a alimentação Aumente o fornecimento de refrigerante |
|
Superfície ruim qualidade dos fios |
Velocidade de corte muito baixa A lâmina está localizada acima da altura central |
Aumente a velocidade de corte Usando a altura de centro correta Alterar o método de operação da ferramenta Escolha uma lâmina com uma lâmina de polimento |
| vibrar | Fixação incorreta da peça ou ferramenta Resistência insuficiente ao choque da lâmina Parâmetros de corte incorretos |
Verifique o estado de fixação da peça de trabalho e da ferramenta Escolha o porta-ferramenta apropriado Ajustando os parâmetros de corte |
Durante o processo de fabricação, vários fatores podem contribuir para acabamentos superficiais abaixo da média, incluindofixação da peça de trabalho, vibrações causadas por rigidez insuficiente da mesa, desgaste ouferramentas de corte maçantese velocidades de corte, profundidades ou taxas de avanço excessivas.
Durante o processo de usinagem,bordas levantadasou rebarbas podem se formar devido a ferramentas de corte cegas ou danificadas e trajetórias de corte inadequadas.Em comparação com o fresamento ascendente, o fresamento convencional normalmente resulta em rebarbas menores.Embora menos frequente,emaranhamento de chipspode acontecer durante o processo de fresamento, principalmente ao trabalhar com materiais de cavacos longos.Nesses casos, pode ser necessário diminuir oengate axial(AE) de fresas de dente padrão ou amplamente espaçadas.
Nossa empresa comercial opera duas fábricas em Sichuan, China, com foco na produção de mais de 2.000 tipos deferramentas de corte de carboneto de tungstênio, compreendendo marcas importantes comoSandvik,Iscar,Mitsubishi,Kyocera,Korloy, eSumitomopara torneamento, fresamento, rosqueamento,corte de ranhurainserções,fresas, e brocas.Nós fornecemosamostras de cortesiapara a maioria dos nossos produtos e apresentam um leque de opções em termos de preço e qualidade.Pedidos superiores a 500 peças podem ser atendidos comembalagem de marca.
Para obter uma estimativa de preço, forneça detalhes do produto, quantidades e, se possível, a aplicação pretendida do produto.Vamos sugerir produtos pertinentes e incluir informações abrangentes para sua consideração.Inspecionamos minuciosamente cada etapa da produção e os produtos concluídos antes do envio, garantindo a qualidade.Mantemos você atualizado sobre o processo de produção para garantir a entrega pontual.As despesas de envio dependem do tamanho e peso da encomenda, bem como do método e destino escolhido.
![]()
Pessoa de Contato: Mr. yuan
Telefone: +86 18797881202