
|
Product Details:
|
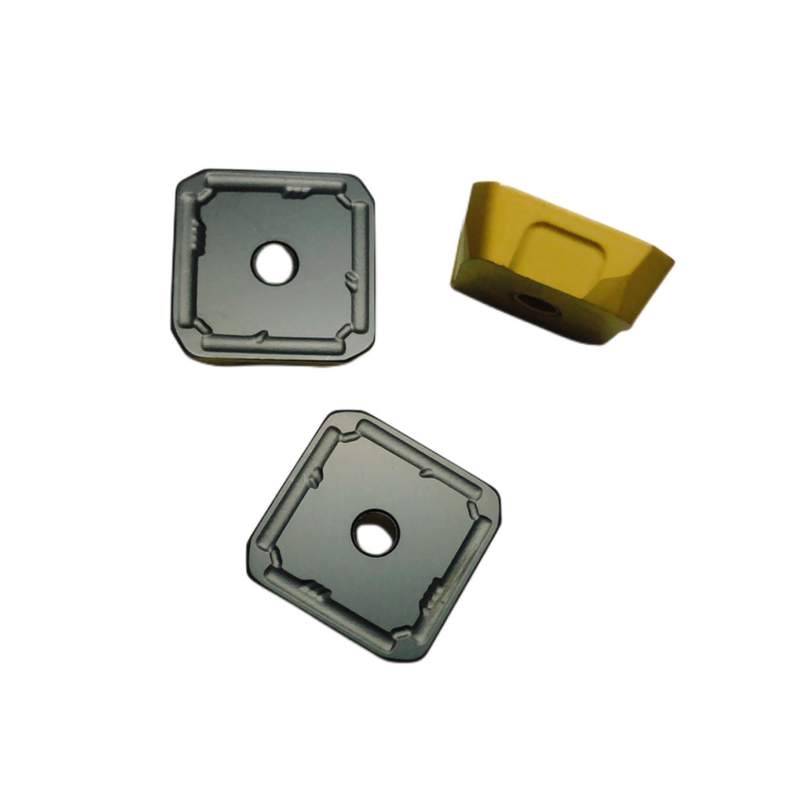
| Coating: | TiN, TiCN, TiAlN | Usage: | CNC Cutting Tools |
|---|---|---|---|
| Material: | Carbide | Hardness: | 92HRC |
| Application: | Internal External Turning Inserts | Color: | Gray/golden/black/Double Color |
| Product Name: | CNC Carbide Inserts | Workpiece: | Steel Stainless Cast Iron |
| Package: | 10pcs/plastic Box | Keywords: | Carbide Coated Cutting Tools |
| Business Type: | Product By Factory | Shape: | Square, Triangle, Diamond, Etc. |
| High Light: | cnc square carbide inserts,Alloy Turning square carbide inserts,Alloy Turning cnc insert |
||
reasoncountermeasure
Excessive wear on
the rear blade surface
| reason | countermeasure | |
|
Excessive wear on the rear blade surface |
Cutting speed too high The feed is too shallow Blade located above centerline |
Reduce cutting speed Reduce the number of feed times Using the correct center height |
| Broken blade damage |
Cutting speed too slow Excessive cutting force Cutting under unstable clamping |
Increase cutting speed Increase feed speed and reduce feed quantity Check the clamping of the workpiece and tool Increase coolant pressure |
| Plasticity | Cutting too fast Cutting temperature too high Cutting fluid supply is not universal |
Reduce cutting speed Reduce feed Increase coolant supply |
|
Poor surface quality of threads |
Cutting speed too slow The blade is located above the center height |
Increase cutting speed Using the correct center height Change the tool operation method Choose a blade with a polishing blade |
| vibrate | Incorrect clamping of workpiece or tool Insufficient shock resistance of the blade Incorrect cutting parameters |
Check the clamping status of the workpiece and tool Choose the appropriate tool holder Adjusting cutting parameters |
During the manufacturing process, multiple factors can contribute to subpar surface finishes, including inadequate workpiece clamping, vibrations caused by insufficient table rigidity, worn or dull cutting tools, and excessive cutting speeds, depths, or feed rates.
During the machining process, raised edges or burrs might form due to dull or damaged cutting tools and unsuitable cutting trajectories. In comparison to climb milling, conventional milling typically results in smaller burrs. Although less frequent, chip entanglement may happen during the milling process, particularly when working with long chip materials. In such cases, it may be necessary to decrease the axial engagement (AE) of standard or widely spaced tooth milling cutters.
Our commerce enterprise operates two manufacturing facilities in Sichuan, China, focusing on the production of over 2000 kinds of tungsten carbide cutting tools, comprising top brands like Sandvik, Iscar, Mitsubishi, Kyocera, Korloy, and Sumitomo for turning, milling, threading, groove cutting inserts, end mills, and drill bits. We supply complimentary samples for the majority of our products and present a range of options in terms of pricing and quality. Orders surpassing 500 pieces can be accommodated with branded packaging.
To obtain a price estimate, please supply product details, quantities, and, if feasible, the intended application of the product. We will suggest pertinent products and include comprehensive information for your consideration. We thoroughly inspect each stage of production and the completed products prior to shipping, guaranteeing quality. We keep you updated on the production process to ensure punctual delivery. Shipping expenses depend on the size and weight of the order, as well as the chosen method and destination.
![]()
Contact Person: Mr. yuan
Tel: +86 18797881202