
|
Dettagli:
|
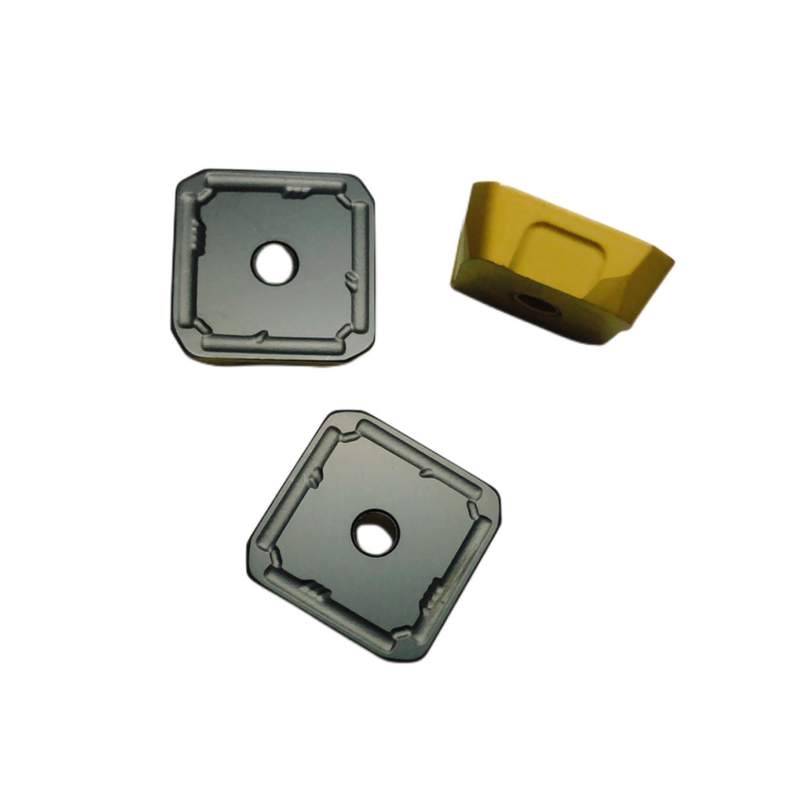
| Coating: | TiN, TiCN, TiAlN | Usage: | CNC cutting tools |
|---|---|---|---|
| Material: | Carbide | Hardness: | 92HRC |
| Application: | Internal External Turning Inserts | Color: | Gray/golden/black/Double color |
| Product name: | CNC Carbide Inserts | Workpiece: | Steel Stainless Cast Iron |
| Package: | 10pcs/plastic Box | Keywords: | Carbide Coated cutting tools |
| Business type: | product by factory | Shape: | Square, Triangle, Diamond, etc. |
| Evidenziare: | inserti in metallo duro quadrati cnc,inserti in metallo duro quadrati per tornitura in lega,inserti cnc per tornitura in lega |
||
ragionecontromisura
Usura eccessiva
la superficie della lama posteriore
| motivo | contromisura | |
|
Usura eccessiva la superficie della lama posteriore |
Velocità di taglio troppo elevata L'alimentazione è troppo bassa Lama situata sopra la linea centrale |
Ridurre la velocità di taglio Ridurre il numero di tempi di alimentazione Usando l'altezza centrale corretta |
| Lama rotta danno |
Velocità di taglio troppo lenta Forza di taglio eccessiva Taglio sotto bloccaggio instabile |
Aumentare la velocità di taglio Aumentare la velocità di avanzamento e ridurre la quantità di mangime Controllare il bloccaggio del pezzo e dell'utensile Aumentare la pressione del refrigerante |
| Plasticità | Taglio troppo veloce Temperatura di taglio troppo alta L'alimentazione del fluido da taglio non è universale |
Ridurre la velocità di taglio Ridurre il mangime Aumentare l'alimentazione del refrigerante |
|
Superficie scadente qualità dei fili |
Velocità di taglio troppo lenta La lama si trova sopra l'altezza centrale |
Aumentare la velocità di taglio Usando l'altezza centrale corretta Modificare il metodo di funzionamento dello strumento Scegli una lama con una lama per lucidare |
| vibrare | Bloccaggio errato del pezzo o dell'utensile Insufficiente resistenza agli urti della lama Parametri di taglio errati |
Controllare lo stato di bloccaggio del pezzo e dell'utensile Scegli il portautensili appropriato Regolazione dei parametri di taglio |
Durante il processo di produzione, molteplici fattori possono contribuire a finiture superficiali scadenti, anche inadeguatebloccaggio del pezzo, vibrazioni causate da insufficiente rigidità del tavolo, usurato outensili da taglio opachie velocità di taglio, profondità o velocità di avanzamento eccessive.
Durante il processo di lavorazione,bordi rialzatioppure potrebbero formarsi bave a causa di utensili da taglio non affilati o danneggiati e traiettorie di taglio non idonee.Rispetto alla fresatura concorde, la fresatura convenzionale generalmente produce bave più piccole.Anche se meno frequente,groviglio di truciolipuò verificarsi durante il processo di fresatura, in particolare quando si lavora con materiali a truciolo lungo.In tali casi, potrebbe essere necessario diminuire ilimpegno assiale(AE) di frese a denti standard o molto distanziati.
La nostra impresa commerciale gestisce due impianti di produzione nel Sichuan, in Cina, concentrandosi sulla produzione di oltre 2000 tipi diutensili da taglio in carburo di tungsteno, che comprende le migliori marche comeSandvik,Iscar,Mitsubishi,Kyocera,Korloy, ESumitomoper tornitura, fresatura, filettatura,taglio della scanalaturainserti,frese, e punte da trapano.Forniamocampioni omaggioper la maggior parte dei nostri prodotti e presentano una gamma di opzioni in termini di prezzo e qualità.Gli ordini superiori a 500 pezzi possono essere accolti conconfezione di marca.
Per ottenere un preventivo, fornire i dettagli del prodotto, le quantità e, se possibile, l'applicazione prevista del prodotto.Suggeriremo prodotti pertinenti e includeremo informazioni complete per la vostra considerazione.Ispezioniamo accuratamente ogni fase della produzione e i prodotti completati prima della spedizione, garantendone la qualità.Vi teniamo aggiornati sul processo produttivo per garantire consegne puntuali.Le spese di spedizione dipendono dalle dimensioni e dal peso dell'ordine, nonché dal metodo e dalla destinazione prescelti.
![]()
Persona di contatto: Mr. yuan
Telefono: +86 18797881202