
|
Dettagli:
|
| Pezzo: | lavorare generale dell'acciaio inossidabile dello steeland | Tipo: | Diametro interno del piccolo foro che scanala lama |
|---|---|---|---|
| Campione: | Disponibile | Elaborazione del tipo: | Scanalatura |
| Rivestimento: | pvd o cvd | Uso: | separazione e scanalare |
| Durezza: | 89-93HRA | ||
| Evidenziare: | La separazione dello strumento inserisce la scanalatura generale,Carburo di scanalatura generale che scanala gli strumenti,Carburo limite di velocità che scanala gli strumenti |
||
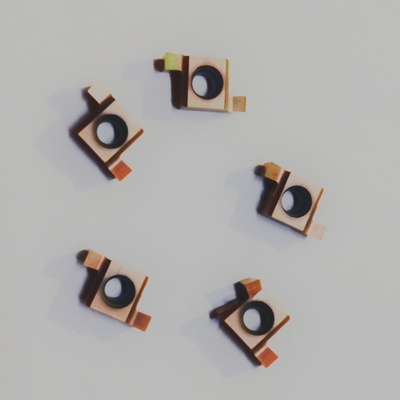
Diametro interno del piccolo foro del carburo di CNC che scanala lama 8GR200 per tagliare
Vantaggio della caratteristica:
| modello | L1 (millimetro) | L2 (millimetro) |
| 6GR | 6,44 | 4,76 |
| 7GR | 7,36 | 5,56 |
| 8GR | 10,16 | 6,35 |
| 9GR | 12,95 | 6,35 |
Informazioni tecniche:
La scanalatura e la separazione sono domande di giro uniche di molte applicazioni lavoranti che richiedono gli utensili speciali. Questi strumenti possono essere considerare come l'estensione di giro ordinario in parte.
La scanalatura e separare delle operazioni dovrebbero considerare tre aspetti differenti per determinare la migliore soluzione della muffa e di metodo:
Caratteristiche del pezzo in lavorazione di separazione e di scanalatura:
Analisi dei requisiti di dimensione e di qualità della scanalatura essere elaborato: elaborazione tipo, profondità di scanalatura, larghezza di scanalatura, raggio esterno e dei requisiti di qualità.
Materiale, forma e quantità del pezzo in lavorazione.
Se il materiale ha buon chip che rompe la prestazione
Lotto di produzione: scanalatura in lotti o singola
Se il pezzo in lavorazione può essere premuto sicuro
Rimozione del chip
Parametri della macchina.
Stabilità, potere e coppia di torsione, particolarmente per le grandi componenti
Liquido e liquido refrigerante di taglio
Se il materiale lungo del chip ha bisogno del liquido refrigerante ad alta pressione di rompere i chip
Limite di velocità
Usi tutto il supporto possibile
La sostituzione tempestiva delle lame consumate renderà il costo di nuove lame più economico di che delle lame eccessivamente consumate.
Sostituisca i coni retinici consumati o nocivi.
Non provi a riparare la torretta.
1) Fronte anteriore la superficie su cui il chip circola sullo strumento.
2) la superficie sul fronte principale e posteriore dello strumento che è di fronte a ed interagisce con la superficie lavorata sul pezzo in lavorazione è chiamata il fronte principale e posteriore dello strumento.
3) la superficie sullo strumento con il fronte posteriore ausiliario dello strumento che è di fronte a ed interagisce con la superficie lavorata sul pezzo in lavorazione è chiamata fronte posteriore ausiliario dello strumento.
4) la linea dell'intersezione fra il fronte del rastrello ed il fronte principale del rastrello dello strumento principale dell'avanguardia è chiamata l'avanguardia principale.
5) la linea dell'intersezione fra il fronte del rastrello ed il fronte posteriore dello strumento ausiliario dell'avanguardia è chiamata l'avanguardia ausiliaria.
6) il punto di intersezione fra l'avanguardia principale e l'avanguardia ausiliaria dell'estremità attrezzo è chiamato l'estremità attrezzo. L'estremità attrezzo è realmente un piccolo segmento della curva o la linea, ha chiamato l'arrotondamento dell'estremità attrezzo e la smussatura dell'estremità attrezzo.
![]()
Persona di contatto: Mr. yuan
Telefono: +86 18797881202