
|
تفاصيل المنتج:
|
| Workpiece: | general machining of steeland stainless steel | Type: | Small hole inner diameter grooving blade |
|---|---|---|---|
| Sample: | Available | Processing type: | grooving |
| Coating: | PVD CVD | Usage: | parting and grooving |
| تسليط الضوء: | 8GR200 parting and grooving inserts,PVD Coating parting and grooving inserts,PVD Coating parting and grooving inserts |
||
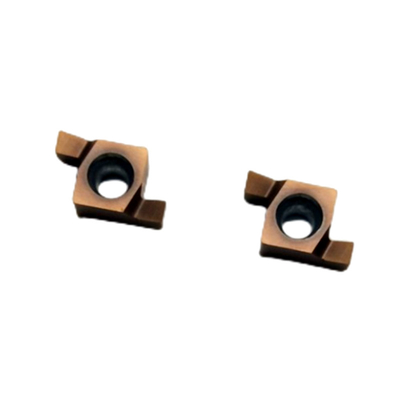
CNC كربيد ثقب صغير القطر الداخلي شفرة 8GR200 لقطع
ميزة ميزة:
| نموذج | L1 (مم) | L2 (مم) |
| 6 غرام | 6.44 | 4.76 |
| 7GR | 7.36 | 5.56 |
| 8 غرام | 10.16 | 6.35 |
| 9 غرام | 12.95 | 6.35 |
معلومات الشركة:
نحن شركة تجارية مع 2 مصانع في سيتشوان. الصين.
شركة مصنعة تتمتع بخبرة 8 سنوات في إنتاج أدوات قطع كربيد ،
بما في ذلك تحويل الكربيد ، الطحن ، الخيوط ، إدراج الحز ، مطحنة نهاية الكربيد ، لقم الثقب ، إلخ.
المواصفات الكاملة لملحق طحن كربيد.
حاليًا لدينا أكثر من 2000 منتج مختلف من العلامات التجارية بشكل رئيسي من جميع أنحاء العالم.
ساندفيك ، إيسكار ، ميتسوبيشي ، كيوسيرا ، كورلوي ، سوميتومو ، إلخ.
يمكننا تقديم عينات مجانية لمعظم المنتجات (باستثناء عدد قليل من المنتجات الخاصة ، يمكننا التواصل معك بالتفصيل) يمكنك إضافتي whatsapp & wechat للتواصل أكثر.
معلومات تقنية :
الشق والفصل هي تطبيقات تحول فريدة للعديد من تطبيقات المعالجة التي تتطلب أدوات خاصة.يمكن اعتبار هذه الأدوات امتدادًا للتحول العادي إلى حد ما.
يجب أن تأخذ عمليات الشق والفصل في الاعتبار ثلاثة جوانب مختلفة لتحديد أفضل طريقة وحل القالب:
ملامح الشغل الفراق والحز:
تحليل حجم الأخدود ومتطلبات الجودة المراد معالجتها: نوع المعالجة ، عمق الأخدود ، عرض الأخدود ، نصف القطر الخارجي ومتطلبات الجودة.
مواد الشغل والشكل والكمية.
ما إذا كانت المادة تتمتع بأداء كسر شرائح جيد
دفعة الإنتاج: الشق الفردي أو الدفعي
ما إذا كان يمكن تثبيت قطعة العمل بأمان
إزالة رقاقة
معلمات الآلة.
الاستقرار والقوة وعزم الدوران ، خاصة للمكونات الكبيرة
قطع السوائل والمبرد
ما إذا كانت مادة الرقاقة الطويلة تحتاج إلى سائل تبريد عالي الضغط لكسر الرقائق
الحد الأقصى للسرعة
استخدم كل دعم ممكن
سيؤدي استبدال الشفرات التالفة في الوقت المناسب إلى جعل تكلفة الشفرات الجديدة أكثر اقتصادا من تكلفة الشفرات البالية بشكل مفرط.
استبدل القضبان البالية أو التالفة.
لا تحاول إصلاح البرج.
أسئلة شائعة:
1. تآكل الشفرة الأمامية (هذا شكل شائع من الفعالية)
التأثير: يتغير حجم قطعة العمل تدريجياً أو يقل تشطيب السطح.السبب: السرعة الخطية عالية جدًا ، حيث تصل إلى العمر التشغيلي للأداة
الإجراءات: اضبط معلمات المعالجة ، مثل تقليل السرعة الخطية واستخدام شفرات ذات مقاومة تآكل أعلى
2. مشكلة السكين المكسور (الشكل العملي السيئ)
التأثير: تغيير مفاجئ في حجم قطعة العمل أو تشطيب السطح ، مما يؤدي إلى ظهور شرر وتشويش على السطح
العقرب.
السبب: إعداد المعلمة غير المناسب ، اختيار مادة الشفرة بشكل غير صحيح ، صلابة قطعة العمل
حسنًا ، لقط الشفرة غير مستقر.
القياس: تحقق مما إذا كانت إعدادات معلمات المعالجة معقولة وحدد المواد المقابلة بناءً على قطعة العمل
أداة ل
3. الكسر الشديد (شكل غير فعال للغاية)
التأثير: حدوث مفاجئ وغير متوقع ، مما يؤدي إلى التخلص من مواد مقبض الأداة أو قطع العمل المعيبة
خردة.
السبب: خطأ في إعداد معلمة المعالجة ، أو قطعة عمل أداة الاهتزاز أو الشفرة غير مثبتة في مكانها.الإجراء: قم بتعيين معلمات معالجة معقولة ، وخفض معدل التغذية واختيار الشريحة إلى
شفرات تصنيع مناسبة.تقوية صلابة الشغل والشفرة.
4. تقشر الورم
التأثير: حجم غير متناسق لقطعة العمل البارزة ، وتشطيب السطح السيئ ، والتصاق المخمل على سطح قطعة العمل
رقائق أو نتوءات.
السبب: سرعة القطع منخفضة للغاية ومعدل التغذية منخفض للغاية.النصل / الشفرة ليست حادة بدرجة كافية.الإجراءات: قم بزيادة سرعة القطع واستخدم شفرة ذات حدة أعلى لمعدل التغذية.
![]()
اتصل شخص: Mr. yuan
الهاتف :: +86 18797881202