English
English
French
German
Italian
Russian
Spanish
Portuguese
Dutch
Greek
Japanese
Korean
Arabic
Hindi
Turkish
Indonesian
Vietnamese
Thai
Bengali
Persian
Polish
Request A Quote
|
Search
Home
Products
About Us
Factory Tour
Quality Control
Contact Us
News
Sorry! This product is no longer available.
Let's see if there are any related products that interest you
Recommended Products
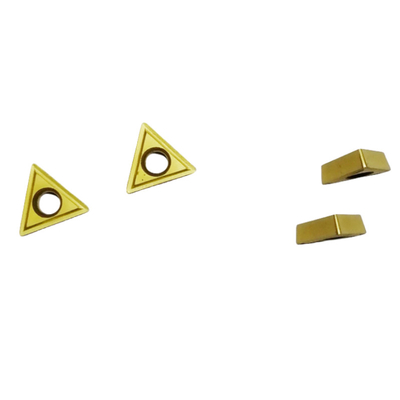
Cnc Carbide Inserts TCMT090204-V High Cutting tools
Triangle Custom Coated Carbide Inserts TCMT090204-V For Stainless Steel
Triangle Cnc Carbide Inserts TCMT090204-V PVD / CVD Coating
Right Hand Triangle Carbide Inserts TCMT090204-V PVD / CVD Coated
Indexable Cnc Carbide Inserts TCMT090204-V PVD / CVD Coated
Yellow TCMT090204-V Indexable Carbide Inserts For Hardened Steel
TCMT090204-V Cnc Carbide Inserts PVD Coating
Stainless Steel Turning Tungsten Carbide Inserts TCMT090204-V
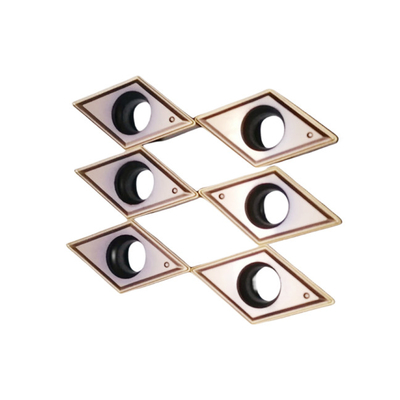
Cast Iron Cnc Cutting Inserts DCMT11T304-NN NN Groove Right Hand
CVD Coating Cnc Insert Tooling DCMT11T304-NN For Metalworking
DCMT11T304-NN Cnc Carbide Inserts Right Hand Sample Provided
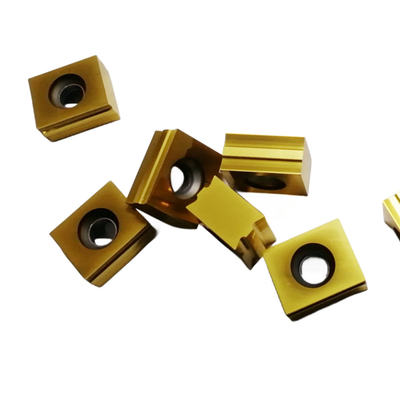
Hrc 93 Cnc Carbide Milling Inserts Apmt1135-Lmn
0.4mm Face Milling Insert Apmt1135-Lmn Cutting Edges Carbide Tool Inserts Cnc
Tialn Coated Face Milling Square Carbide Inserts For Roughing
4 Edges Apmt1135-Lmn Face Milling Insert Cvd Pvd Coated
APMT1135-LMN Cnc Cutting Inserts C5 Grade 1/2 Roughing Application
Square Parting And Grooving Inserts Pvd / Cvd Coated Customization
Zx96017-1.0 Square Carbide Inserts Parting And Grooving Pvd / Cvd Coating
High Hardness Parting And Grooving Inserts / Carbide Cutter Inserts
Parting And Grooving Tungsten Carbide Inserts Wear Resistance